

19 Контактные технологические базы. Проверочные технологические базы.
Контактные технологические базы - это базы непосредственно соприкасающиеся с установочными пов. приспособления или станка. Контактные базы широко используются при обработке заготовок на предварительно настроенных станках. Особенно в том случае когда тех. процесс строится по принципу дифференциации т.е. когда он состоит из большого числа простых операций, состоящих из одного двух переходов. РИ настраивается на опред. размер, относительно уст.элементов приспособ, после чего обрабатыв. вся партия заг-ок, без поправок.
Проверочные технологические базы.
Проверочные ТБ – поверхность , линия или точки заготовок, по отношению к которой производится выверка ее положения на станке или установке РИ при обработке. Также базы прим. в единичном, МС и ремонтном производстве, в
тяжелом машиностроении, а также при сборке высокоточных соединений и машин.
В качестве проверочных ТБ могут использоваться линии разметки , а так же сами поверхности , подвергаемые обработке.
«+» таких баз:
*нет необходимости в изг. сложных приспособлений
*нет необходимости в точной обработке контактных поверхностей
*возможность исправить брак заготовок путём рационального распределения припуска в процессе выверки , что особенно важно в тяжёлом машиностроении при высокой стоимости заготовки.
« - » : низкая производительность труда, в результате большие затраты времени на выверку.
20 Настроечные технологические базы. Искусственные технологические базы. Дополнительные опорные поверхности.
Настроечная ТБ – поверхность заготовки, по отношению к которой ориентируются обрабатываемые поверхности и получается при одном с ними установе.
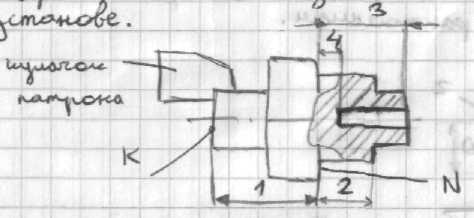
Размеры 2,3,4, получаемые при обработке зависят не от положения контактной базы К, а выдерживаются относительно поверхности N (настроечной ТБ), относительно которой производится установка упоров, определяющих положения инструмента, с помощью которого получаются данные размеры. Настроечные базы широко используются при обработке заготовок на предварительно настроенных станках, когда техпроцесс строится по принципу концентрации операций, т.е. когда за одну установку стремятся обработать как можно большое число поверхностей.
«+» использования настоечных ТБ: 1. расширяются возможности простановки размеров на чертежах (не только топорных поверхностей), что увеличивает точность и снижает себестоимость обработки 2. концентрация операций снижает их количество, уменьшается потребность в оборудовании 3. на размеры проставленные от настроечной базы не оказывает влияние погрешность установки.
“-“ : существенное усложнение настройки станка.
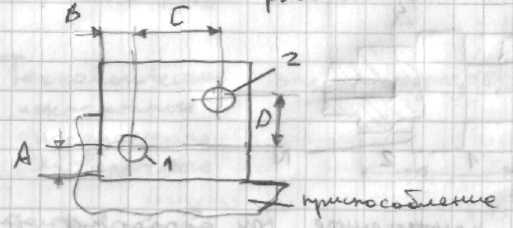
К обработке с использование настроечных баз относится растачивание отверстий с точным осевым расстоянием.
Размеры C и D имеют высокую точность.
Искусственные технологические базы. Дополнительные опорные поверхности. Вспомогательные опоры.
Если конфигурация заготовки не дает возможность выбрать т.б., обеспечивающие точную установку и надежное закрепление, у заготовки создают искусственные т.б.
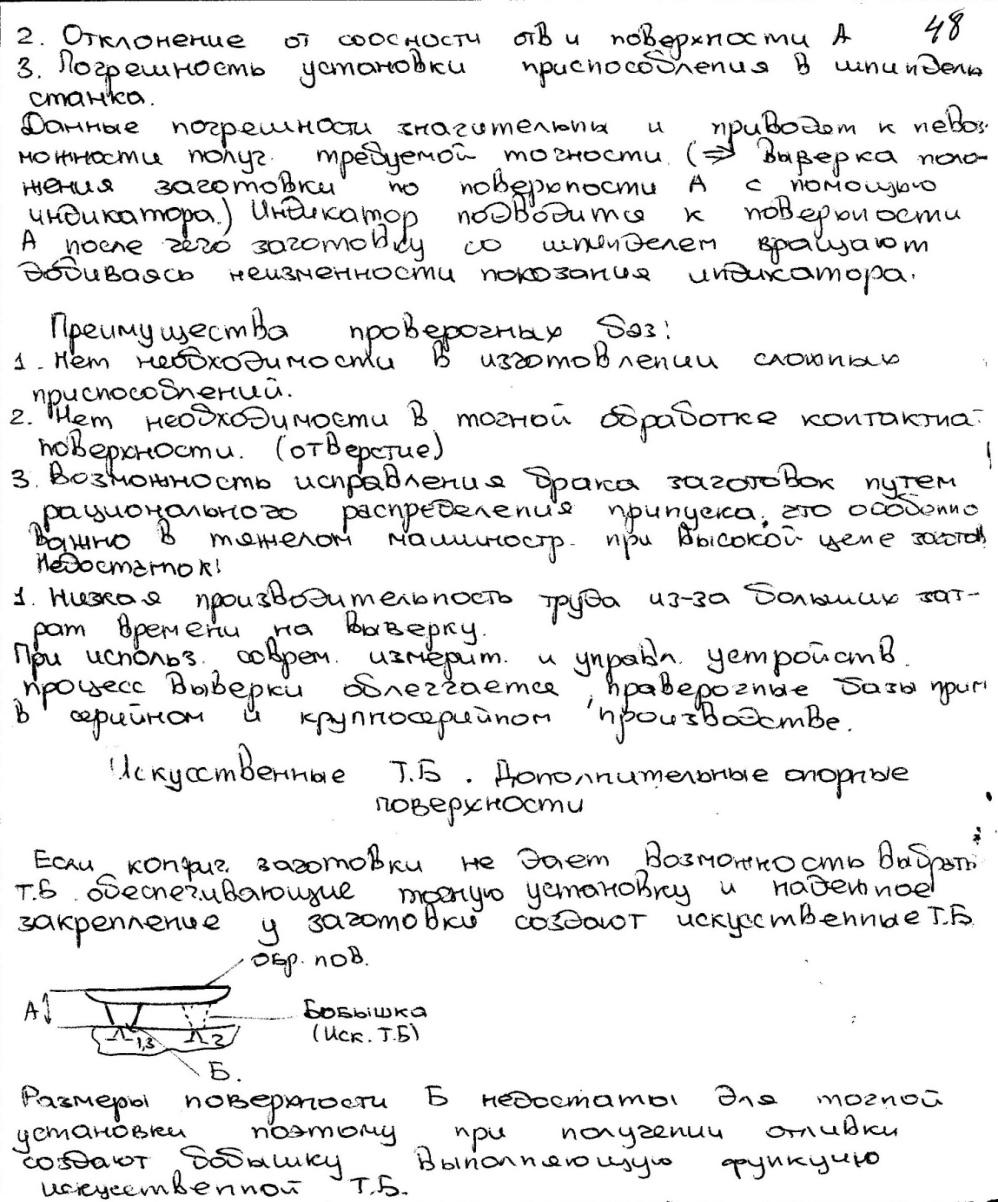
Размеры пов-ти Б недостаточны для точной установки, поэтому при получении отливки создают бобышку, выполняющую функцию искусственной т.б. К искусственным базам также относятся пов-ти, которые для повышения точности установки обрабатываются с большей точностью, чем это необходимо по чертежу. Центровые отверстия валов также являются искусственными т.б. В большинстве случаев искусственные базы не предусмотрены в детали, и если они мешают детали выполнять свои функции в машине, их после обработки удаляют.
При установке в приспособление заготовок большой массы или недостаточной жесткости под действием сил резания, зажима или силы тяжести может произойти их деформация, что снижает точность обработки. В этом случае часто используют дополнительные опорные поверхности. Например, при обработке длинных валов в патроне, дополнительно заготовку зажимают задней бабкой (задним центром).
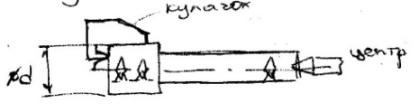
При такой установке появляются идеальные опорные точки. Возникает неопределенность базирования, т.к. непонятно, какие поверхности действительно определяют положение заготовки. Поэтому при необходимости использования дополнительных поверхностей необходимо обеспечить высокую точность их расположения относительно основных баз. Центровое отверстие должно быть соосно наружной цилиндрической поверхности. В следствие этого более эффективно использование дополнительных опор, выполняемых как вспомогательные.