

25 Влияние жесткости на точность размеров и формы обрабатываемых заготовок
Влияние жёсткости на точность формы обрабатываемых заготовок.
При обработке партии заготовок величина НВ и t являются разными для различных заготовок. Непостоянство t связано с предыдущей обработкой и погрешностью методов получения заготовок (литьё, прокат). Непостоянство твёрдости связано с предыдущей обработкой, с особенностями производства заготовок по твёрдости.
Непостоянство глубины резания и твёрдости при обработке имеет место не только для партии заготовок, но и в пределах определённой заготовки. Это приводит к возникновению погрешности формы, аналогичной погрешности исходной заготовки. Но при обработке в определённых технологических системах возникновение погрешности формы можно связать с непостоянством жёсткости технологической системы в отдельных участках.
У=Узаг.+Упер.бабки+Узад.бабки+Уинстр
Судя по рисунку, вследствие непостоянства жёсткости по длине обработки упругие отжатия заготовки в разных сечениях будут разными, что приводит к возникновению погрешности формы. При обработке длинных валов малого диаметра основной вклад вносит отэатие заготовки..

х – расстояние от левого торца заготовки до места приложения силы резания;
l – длина заготовки;
Е – модуль упругости Юнга;
I – момент инерции сечения детали (заготовки)
d – диаметр заготовки. Частный случай:
1.При обработке нежёсткой заготовки в жёсткой технологической системе (длинный вал в центрах) наблюдается бочкообразность вала после обработки;
2.Обработка жёсткой заготовки в нежёсткой технологической системе (короткий вал большого диаметра в центрах) наблюдается седлообразность вала после обработки.
25 Производственный метод определения жесткости. Пути увеличения жесткости.
26. Производственный метод определения жесткости.
При расчете поверхностей, используют жесткость, определенную произво- дственным методом. Он заключается в том что: на обрабатываемой поверхности заготовки создается уступ, величину которого принимают равной исходной погрешности (Δисх.). Затем, за один проход инструмента выполняется обработка ступенчатой поверхности. Уступ, оставшийся на обработанной поверхности принимается равным погрешности после обработки.
Определим 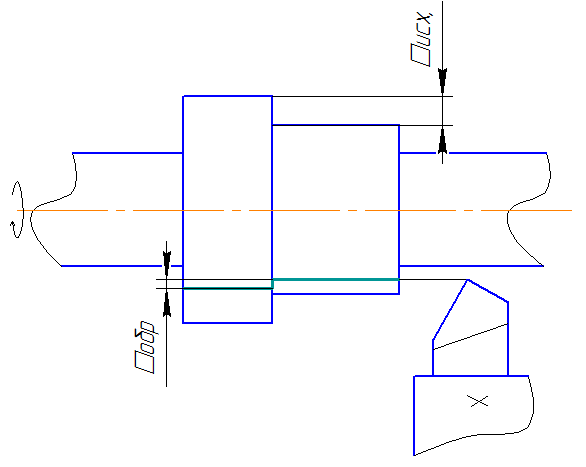
Часто при обработке сила резания переодически изменяется например, при обтачивании эксцентрично расположенного участка вала она будет изменятся по синусойде. Аналогичная ситуация получается при прерывистом резании, фрезеровании, обработке прерывистых поверхностей сила резания изменяется импульсами. В этих случаях может рассматриватся динамическая жёсткость. j = Ар / Ау Ар-амплитуда колебания силы резания; Ау- амплитуда колебания упругих отжатий. Динамическая жёсткость зависит от частоты возбуждающей силы. Для увеличения жёсткости заготовок в процессе механической обработки используются вспомогательные опоры и дополнительные опорные поверхности.
27 Понятие динамической системы. Устойчивость системы. Вибрации (колебания ) динамической системы
Технологическая система в процессе обработки заготовки, в совокупности с процессами резания, трения и процессами, происходящими в приводах, образуют замкнутую динамическую систему. При этом замкнутость определяется взаимодействием всех вышеперечисленных процессов с упругой составляющей технологической системы. Важнейшая характеристика любой системы – её устойчивость. Система, находящаяся в покое или движении по определённому закону может быть выведена из этого состояния единичным внешним воздействием, ограниченным по величине. Если после этого система возвращается в исходное состояние, то она – устойчива, если не возвращается – неустойчива.
Неустойчивость может быть двух видов:
-периодическая, в том случае, когда в динамической системе устанавливаются колебания – автоколебания;
-апериодическая – с течением времени происходит нарастание деформаций заготовки или режущего инструмента, что заканчивается поломкой.
Одна и та же система в зависимости от режимов резания, геометрии и размеров режущего и вспомогательного инструмента, может быть как устойчивой, так и неустойчивой. Степень устойчивости динамической системы определяется по скорости, по времени затухания собственных колебаний динамической системы, вызванных однократным единичным воздействием.

Чем меньше величина Т тем устойчивее система.
Колебания в технологической системе могут быть свободные (собственные); вынужденные; автоколебания. Свободные колебания сист. вызываются однократными внешними воздействиями: резкое изменение нагрузки, удар и т.д
Вынужденные колебания возникают при воздействии на динамическую систему периодической возбуждающей силы: прерывистое резание, дисбаланс вращающихся частей технологической системы, колебания вследствие дефектов передач и механизмов приводов, периодическая неравномерность припуска.
Автоколебания – незатухающие колебания системы, амплитуда и частота которых, определяется свойствами самой системы.