

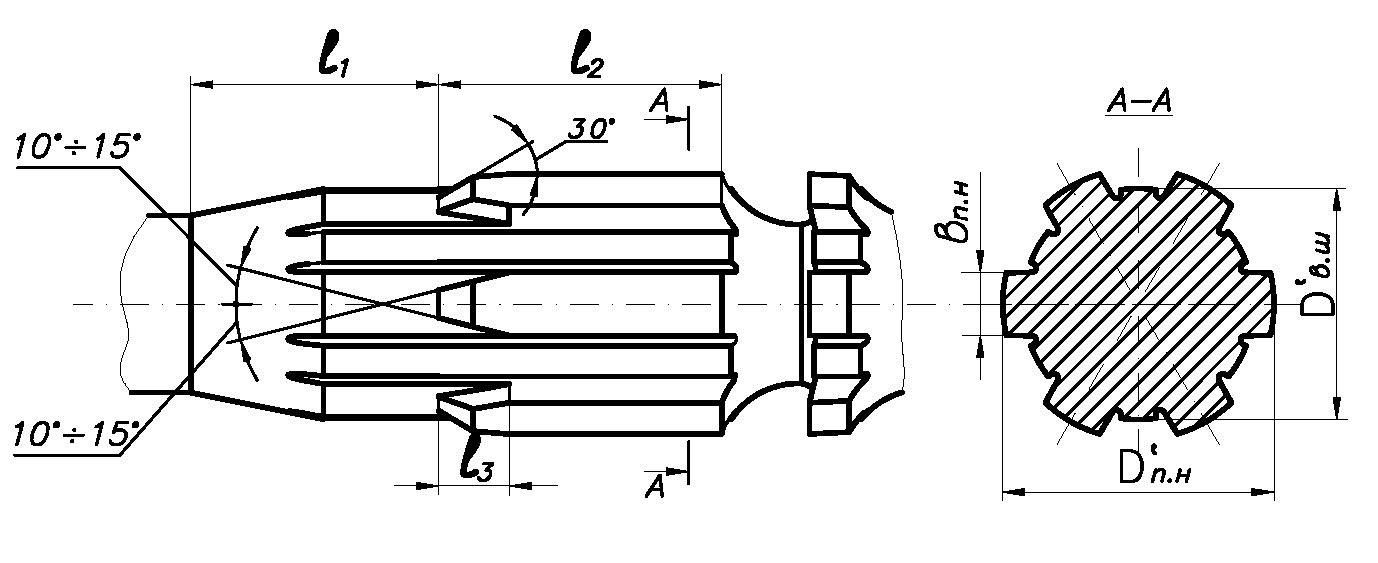
Размеры передней направляющей шлицевых протяжек второго и последующих технологических переходов
|
D’п.н. |
6-10 |
10-18 |
18-30 |
30-50 |
50-80 |
80-120 |
св. 120 |
|
Отклонение, мм |
-0,10 |
-0,125 |
-0,145 |
-0,17 |
-0,21 |
-0,24 |
-0,25 |
|
L/D |
l1 |
l 2 |
l 3 |
D’в.ш |
bп.н |
|
|
|
< 1,5 |
(0,75–1) l |
15-40 |
bп.н+ 3 |
d’minf7 |
B’ш min d 8 |
|
|
|
> 1,5 |
0,5 l |
0,5 l |
Примечания: 1. Диаметр передней направляющей Dп.н’ шлицевых протя
жек второго технологического перехода делают равным диаметру калибрующих зубьев протяжки первого технологического перехода c соответствующим допуском. 2. Условные обозначения: d’min - внутренний диаметр шлицевого отверстия, обработанного протяжкой первого технологического перехода; B’ш min – минимальная ширина шлицевых пазов после обработки протяжкой первого технологического перехода; l1 – длина круглой части переднего направления; l2 - длина шлицевой части переднего направления; l3 - длина заходной части; bп.н - ширина шлица переднего направления.
10. Хвостовик
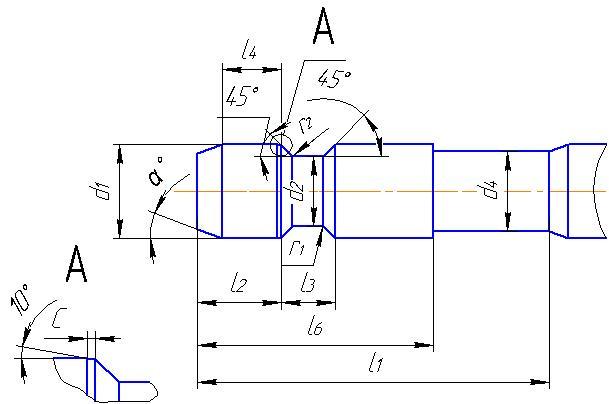
Размеры хвостовика выбирают в зависимости от размеров передней направляющей по табл. 8. В данной таблице приведены размеры наиболее употребительных круглых хвостовиков с круговой (кольцевой) выточкой. Другие виды хвостовиков в силу их меньшего применения для курсовой работы принимать не рекомендуется. Диаметр хвостовика d , выбирают по таблице максимальным из условия
d1 ≤ Dп.н - 0,5
Если протяжка второго и последующих проходов, то
d1 ≤ D’в.ш - 0,5
Таблица 8
Размеры круглых хвостовиков с круговой выточкой (тип 2 исполнение 1, гост 4044-70)
|
d1*1 |
d2*2 |
d4*3 |
l2 |
l3 |
l4 |
l6 |
r1 |
r2 |
c |
αо |
Площадь сечения по размеру d2, мм2 |
|
12 |
8,0 |
12 |
20
|
20
|
12
|
100 |
0,2 |
0,6
|
0,5
|
10 |
50,3 |
|
14 |
9,5 |
14 |
0,3 |
20 |
70,9 | ||||||
|
16 |
11,0 |
16 |
95,00 | ||||||||
|
18 |
13,0 |
18 |
132,7 | ||||||||
|
20 |
15,0 |
20 |
25 |
25 |
16 |
120 |
0,3 |
1,0 |
0,5 |
30
|
176,7 |
|
22 |
17,0 |
22 |
227,0 | ||||||||
|
25 |
19,0 |
25 |
233,5 | ||||||||
|
28 |
22,0 |
28 |
1,0 |
380,1 | |||||||
|
32 |
25,0 |
32 |
32 |
32 |
20
|
140 |
0,4 |
1,6 |
490,9 | ||
|
36 |
28,0 |
36 |
1,5
|
615,7 | |||||||
|
40 |
32,0 |
40 |
160 |
0,5 |
2,5 |
804,2 | |||||
|
45 |
34,0 |
45 |
907,9 | ||||||||
|
50 |
38,0 |
50 |
1134,1 | ||||||||
|
56 |
42 |
56 |
40
|
40 |
25 |
190 |
0,6 |
4,0 |
1385,4 | ||
|
63 |
48 |
63 |
1809,6 | ||||||||
|
70 |
53 |
70 |
2206,4 |
Таблица 8
(продолжение)
|
d1*1 |
d2*2 |
d4*3 |
l2 |
l3 |
l4 |
l6 |
r1 |
r2 |
c |
α,˚ |
Площадь сечения по размеру d2, мм2 |
|
80 |
60,0 |
80 |
50 |
50 |
32 |
220 |
0,8 |
6,0 |
2,0 |
|
2827,4 |
|
90 |
70,0 |
90 |
3848,4 | ||||||||
|
100 |
75,0 |
100 |
4417,9 | ||||||||
|
*1 Предельное отклонение по е8 *2 предельное отклонение по с11 *3 Предельное отклонение – 0,5÷-1,0 l1 - принимается конструктивно из условия свободного манипулирования протяжкой при установке ее патрон. Для курсовой работы l1 можно принять 160÷300 мм (меньше размеры для меньших d1). | |||||||||||