

21. Калибрующие зубья
Профиль калибрующих зубьев идентичен профилю чистовых зубьев и обрабатываемой поверхности. Калибрующие зубья обеспечивают требуемый размер протягивания отверстия. Чтобы получить максимальную размерную стойкость (максимальное число деталей с размерами в поле допуска) диаметр калибрующих зубьев для любого профиля принимает
dк=dmax
где - величина разбивания (–) или усадки (+) отверстия после протягивания (определяется экспериментально; для курсовой работы можно принять=0приf=0или + =0,005÷0,01 мм приf>0)
Допуск на диаметр калибрующих зубьев всегда принимают в «–».
Калибрующие зубья одинаковые и имеют режущую кромку по всему обрабатываемому периметру.
Шаг и параметры стружечных канавок калибрующих зубьев принимают точно так же, как и для чистовых зубьев *. Это обеспечивает технологичность протяжки, а при уменьшенном шаге приводит к сокращению общей длины протяжки и уменьшению шероховатости обрабатываемой поверхности за счет повышения равномерности протягивания. Количество калибрующих зубьев принимается по таблице 25.
22. Фасочные зубья
При расположении фасочных зубьев перед круглыми или шлицевыми их расчет аналогичен шлицевым.
При расположении фасочных зубьев последними подъем на зуб SZфпринимают 0,07÷0,25 мм. Размеры стружечных канавок фасочных зубьев принимают одинаковыми с размерами предыдущих зубьев (в целях большей технологичности).
Фасочные зубья при расположения последними работают по одинарной схеме резания. Диаметр первого зуба принимают равным минимальному внутреннему диаметру шлицевого отверстия dплюс два подъема на зуб, диаметр каждого последующегоdiфувеличивают на2SZф, а диаметр последнего фасочного зубаdпф= dф+0,5 (для перекрытия режущей кромкой обрабатываемой поверхности).
Для изготовления и контроля фасочных зубьев на чертеже протяжки в торцевом сечении (рис. 5) указывают размер
Н=0,707(с + f+ 0,5b).
Все остальные размеры фасочных зубьев в торцовом сечении ( db, размеры канавки для выхода шлифовального круга) одинаковы с аналогичными размерами шлицевых зубьев.
Для создания задних углов на боковых сторонах фасочных зубьев (обычно при расположении фасочных зубьев перед шлицевыми) рекомендуют шлифование боковых сторон фасочных зубьев производить с подъемом заднего центра. Величина подъема фасочного зуба
Нп=Н–(0,0015÷0,002) lф,
где
![]() - длина фасочной части
- длина фасочной части
Величину подъема и размер Нп задают в технических требованиях
___________________________________
* Исключение составляет лишь задний угол αк, который принимается 1о±15/ с целью минимализации уменьшения размера калибрующих зубьев при переточках.
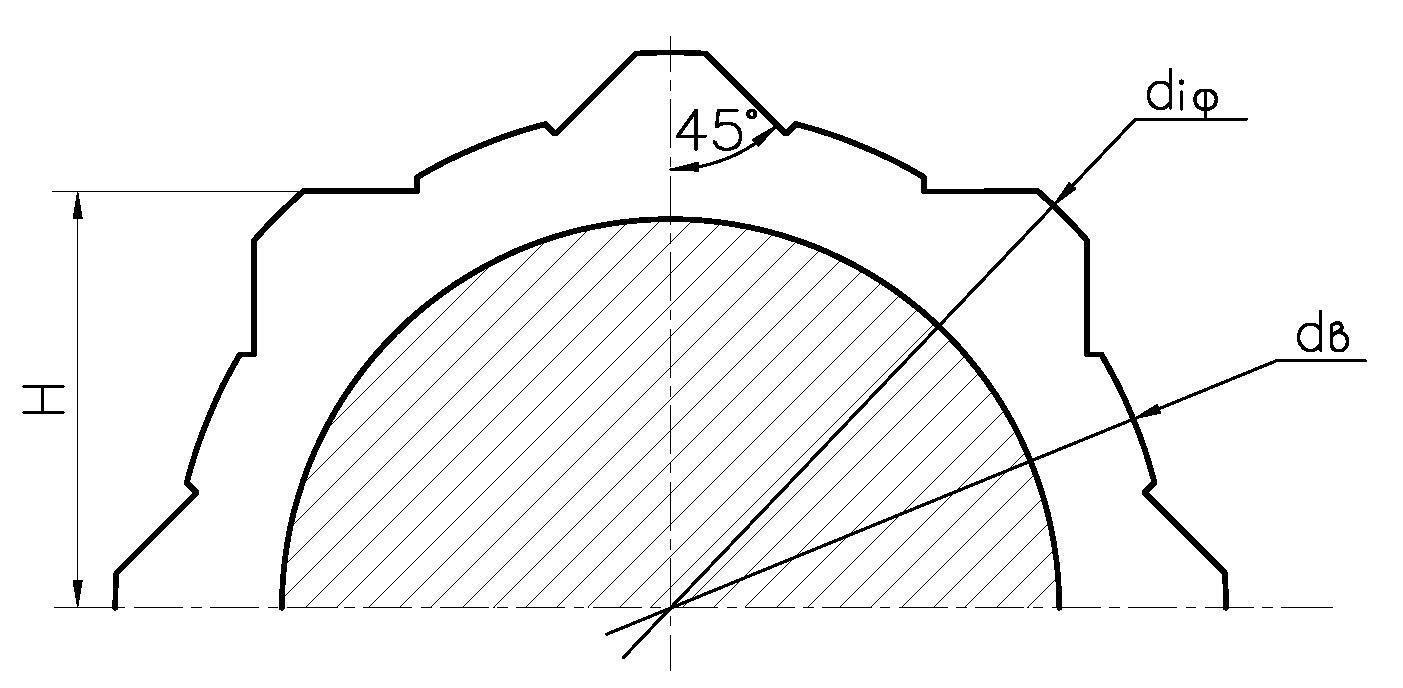
Рис. 5. Торцовое сечение (по впадине) фасочных зубьев протяжки
23. Конструктивные размеры элементов протяжки
23.1 Расстояние до первого зуба протяжки (Рис. 6)
l=l6+lз+lс+lк+l
где l6– длина входа хвостовика в патрон (см. табл. 8);
lз – зазор между патроном и плитой протяжного станка равны 4-6 мм;
lс– толщина опорной плиты станка;
lк– высота опорного кольца.
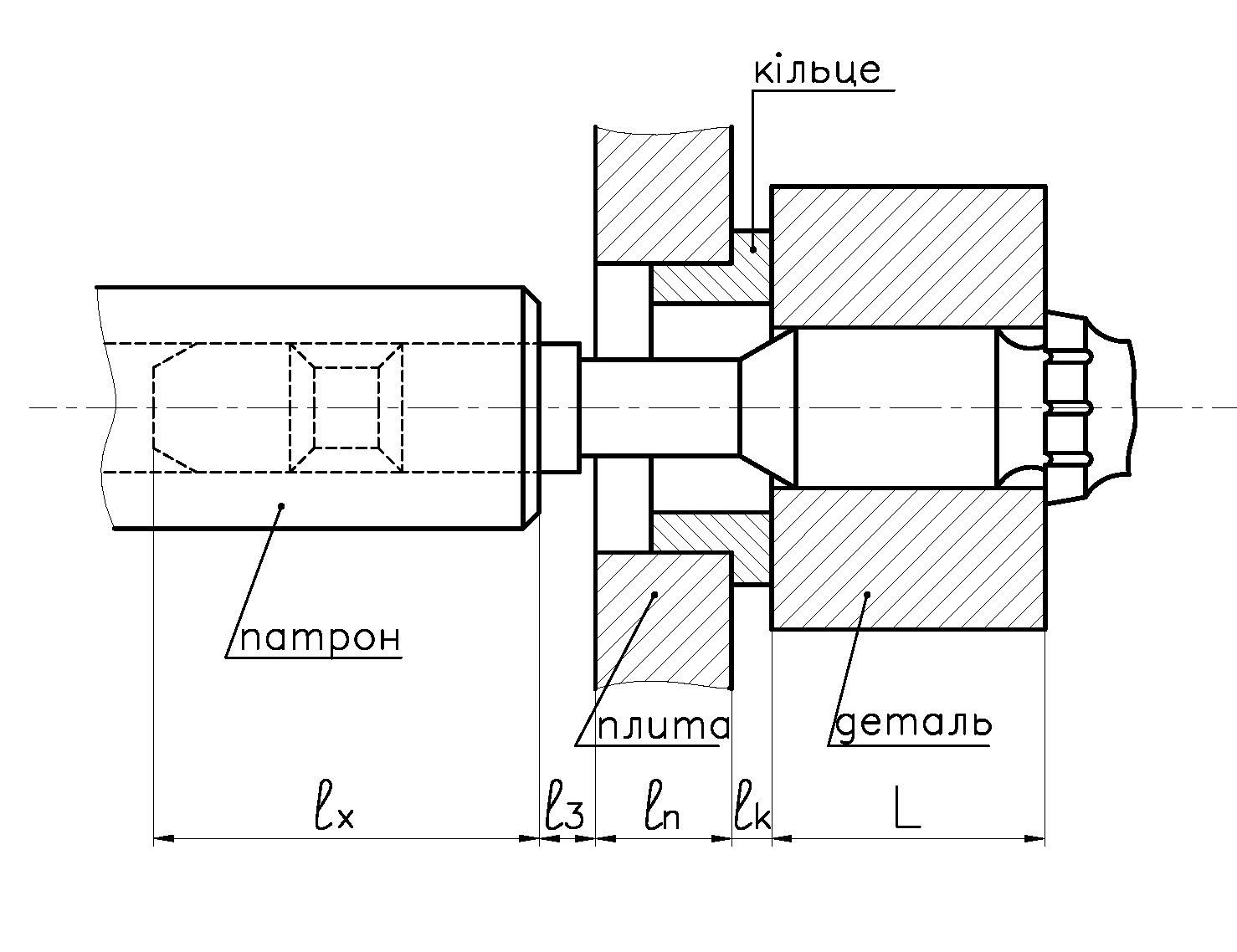
Рис. 6. Схема определения расстояния до 1 зуба
В курсовой работе можно применить lз+lс+lк=100мм
23.2 Размеры задней направляющей :
а) диаметр задней направляющей
Dзн=dmin d11;
б) длина задней направляющей
lзн=(0,5÷0,7)L.