

2. Исходные данные
2.1. Протягиваемая заготовка:
материал, предел прочности, твердость;
состояние (после нормализации, отжига, закалки);
подготовка поверхности под протягивание (прокат, литье, штамповка или после механической обработки);
диаметр отверстия до обработки и после обработки с допуском;
шероховатость поверхности;
наибольшая длина протягивания.
2.2. Протяжной станок:
модель;
тяговая сила;
диапазон скоростей;
длина хода штока;
тип патрона;
размеры опорной плиты;
состояние станка.
2.3. Характер производства:
массовое;
серийное;
единичное.
2.4. Возможности инструментального цеха и заточного отделения:
наибольшее расстояние между центрами круглошлифовального и заточного станков;
глубина ванн или шахт для нагрева под закалку и отпуск.
Если в задании на курсовую работу какие-либо данные отсутствуют, то ими следует задаться произвольно. Например, при отсутствии размеров отверстия до обработки припуск под протягивание устанавливают по
справочным таблицам или по эмпирическим формулам. Причем, величина
припуска у комбинированной протяжки будет зависеть от последовательности работы различных зубьев протяжки – круглых, шлицевых, фасочных.
Расчет и проектирование комбинированной шлицевой протяжки производят в последовательности изложенной ниже.
3. Выбор последовательности (схемы)расположения зубьев на протяжке
Комбинированная шлицевая протяжка состоит как бы из трех протяжек – круглой, шлицевой и фасочной. Т.е. на комбинированной шлицевой протяжке имеются круглые зубья для обработки внутреннего диаметра, шлицевые для прорезки шлицевых пазов и образование наружного диаметра шлицевого отверстия и фасочные для снятия фасок в месте стыка внутреннего диаметра и стенки шлицевого паза. Для краткости последовательности расположения зубьев различных видов будем в дальнейшем обозначать порядком расположения заглавных букв названия каждой части. Например, последовательность расположения зубьев «круглые – шлицевые – фасочные» будет «КШФ» и т..д.
Каждая схема расположения имеет свои достоинства и недостатки.
Окончательное заключение об оптимальной схеме расположения
круглых, шлицевых и фасочных зубьев можно сделать лишь после расчета
протяжки по всем вариантам расположения. Лучшей схемой окажется та, при которой, наряду с обеспечением требуемой точности протягиваемого шлицевого отверстия протяжка окажется короче.
Так как расчет протяжек с различными схемами расположения зубьев довольно трудоемкий, то в курсовой работе достаточно произвести выбор схемы расположения зубьев на основании качественных показателей, той или иной схемы.
Рассмотрим достоинства и недостатки различных схем расположения зубьев.
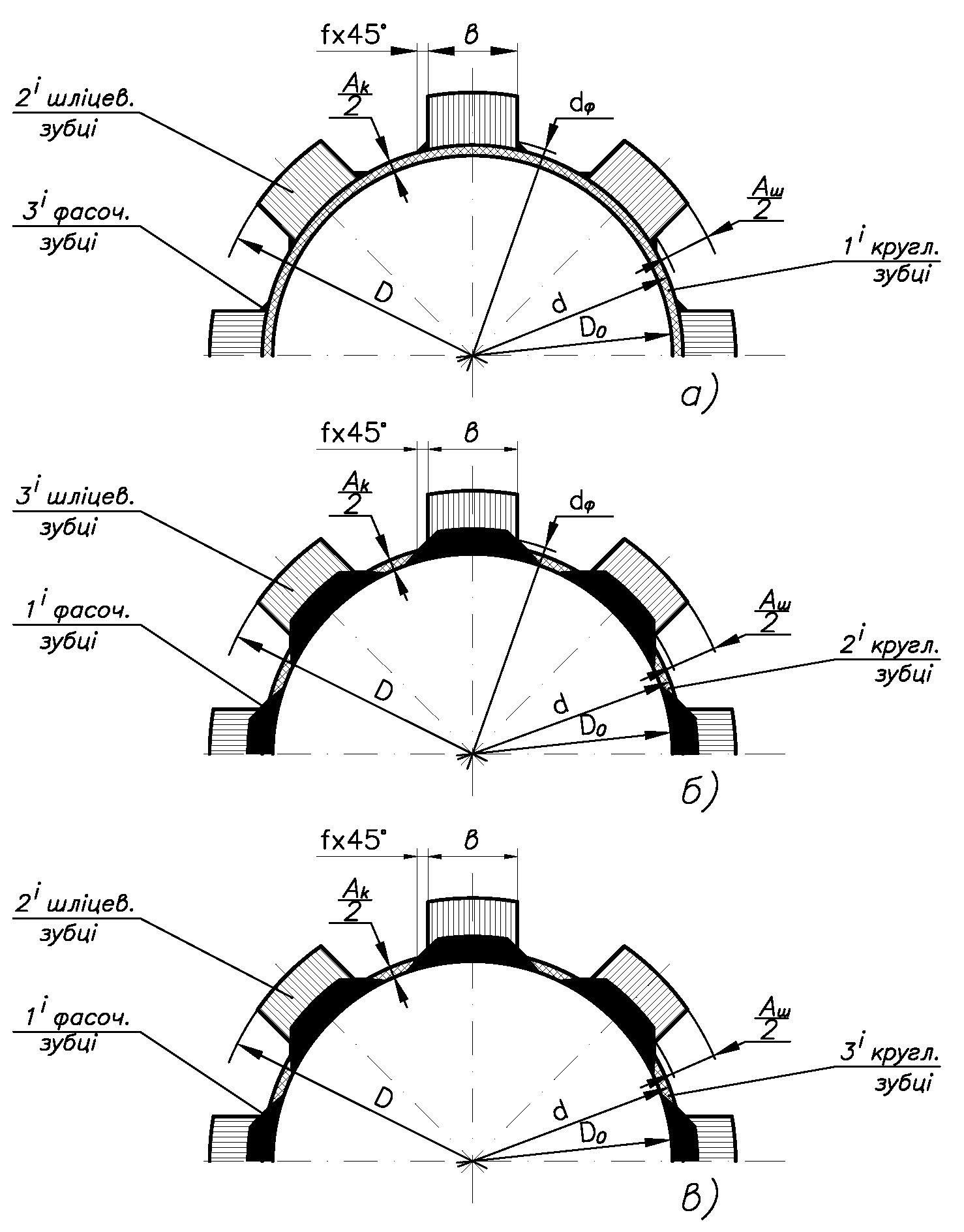
Рис. 1. Последовательности срезания припуска.
3.1.Схема расположения зубьев КШФ (круглые, шлицевые, фасочные). Последовательность срезания припуска при такой схеме показана на рис.1а. Схема КШФ обеспечивает высокую точность шлицевого отверстия при длине протягиваемого отверстия более 30 мм, достаточно технологично – несколько затруднен выход шлифовального круга при шлифовании «напроход» шлицевых зубьев. Точность обеспечивается тем, что центрирование детали относительно протяжки при резании зубьями шлицевыми и фасочными обеспечивается направляющими участками (поясками) шлицевых и фасочных зубьев по уже обработанной, имеющей точную геометрическую форму поверхности внутреннего диаметра шлицевого отверстия. И как следствие этого – минимальная несоосность осей внутреннего и наружного диаметров протянутого шлицевого отверстия.
Однако недостатком схемы КШФ является заворачивание заусениц после фасочных зубьев на рабочие поверхности шлицевого отверстия. Кроме того, из-за срезания припуска по всему периметру внутреннего диаметра отверстия (большая ширина среза) уменьшается подъем на зуб на круглых зубьях.
3.2.Схема расположения ФКШ обеспечивает выход шлифовального круга при обработке фасочной и шлицевой частей и уменьшает опасность врезания круга в круглую часть. Эта схема рекомендуется ГОСТом
24818-81 – 24823-81 «Протяжки для шлицевых отверстий с прямобочным профилем, с центрированием по наружному диаметру; комбинированные переменного резания».
Последовательность срезания при такой схеме показана па рис.1б. Фасочные зубья первыми прорезают в отверстии пазы, а круглые зубья обрабатывают только участки между пазами. Считается, что при такой схеме расположения зубьев протяжка получается короче. Подъем на круглых зубьях такой же как на фасочных и шлицевых. Кроме того упрощается и изготовление протяжки, т.к. все фасочные, черновые круглые и шлицевые зубья имеют одинаковый профиль в осевом сечении.
Серьезнейшим недостатком такой схемы расположения зубьев является возможность проворота заготовки во время резания круглыми зубьями. В результате шлицевые зубья оказываются смещенными пазов прорезанных фасочными, что приводит к непараллельности (разбиванию) боковых стенок протянутых пазов. С целью исключения проворота длину круглой части протяжки ограничивают: длина круглой части протяжки при схеме ФКШ должна быть менее 1,5 длины протягиваемого отверстия. Если это
условие не выполнено, то схема должна быть заменена на КФШ (круглые, фасочные и шлицевые) и КШФ. Следует заметить, многолетняя эксплуатация на ДКЗ ГОСТовских комбинированных шлицевых протяжек
с расположением зубьев ФКШ показала, что практически всегда во время резания круглыми зубьями происходит проворот заготовки и стенки паза до одной трети глубины шлицевого паза разбиты – стенка представляет собой ступенчатую поверхность переходящую в прямолинейную стенку паза.
3.3. Схема расположения ФШК лишена основного недостатка предыдущей схемы ФКШ. Последовательность срезания припуска при такой схеме показана на рис.1в. Схема ФКШ обеспечивает практически равную загрузку всех частей протяжки (одинаковый подъем на зуб на всех черновых зубьях), что сокращает количество круглых зубьев и позволяет применить одинаковые стружечные канавки для фасочных, черновых шлицевых и круглых зубьев. Применяют эту схему, когда необходимо обеспечить высокую точность шлицевого отверстия. Но это возможно при длине обрабатываемого отверстия более 30 мм.
При протягивании коротких деталей возможен перекос детали в момент перехода с последних шлицевых зубьев на круглые. Кроме того, недостатком схемы ФКШ является плохое центрирование детали относительно шлицевых зубьев протяжки – центрирование осуществляется в основном за счет уравновешивания сил резания t (погрешности размеров и формы отверстия под протягивание не позволяют осуществлять полноценное центрирование направляющими элементами шлицевых зубьев). Поэтому при обработке протяжкой со схемой расположения зубьев ФШК возможна неконцентричность внутреннего и наружного диаметров шлицевого отверстия. Такая схема допустима для шлицевого отверстия с центрированием по внутреннему диаметру, т.к. поверхность внутреннего диаметра имеет наибольшую точность и шероховатость – на ней нет следов контакта с центрирующимися элементами протяжки.
Остальные варианты расположения круглых, шлицевых и фасочных зубьев применяются редко, в той или иной мере они повторяют достоинства или недостатки рассмотренных выше схем, и из-за недостатка места не рассматриваются.
Следует при выборе схемы расположения зубьев избегать разделения черновых, чистовых и калибрующих зубьев одного вида зубьями другого вида. Например, принимать такую схему: фасочные-круглые черновые зубья – шлицевые черновые – круглые чистовые и калибрующие – шлицевые чистовые и калибрующие. Такое разделение неизбежно будет снижать технологичность протяжки и увеличивать ее длину, так как при
переходе от одного вида зубьев к другим требуется увеличенный шаг зубьев для остановки и реверсирования стола шлифовального станка при шлифовании боковых сторон шлицевых и фасочных зубьев напроход.
Последовательность срезания припуска определяет сущность расчета отдельных частей протяжки. Например, в тех случаях, когда по выбранной последовательности круглые зубья располагаются перед шлицевыми и фасочными их рассчитывают первыми как в случае круглых протяжек. Если круглые зубья расположены после шлицевых или фасочных, то первыми рассчитываются шлицевые или фасочные (расчет такой же как и шлицевых), а затем круглые, расчет которых аналогично расчету шлицевых, так как они снимают такие же сечения срезаемого слоя, что и шлицевые.
ПРИПУСК ПОД ПРОТЯГИВАНИЕ
Припуск под протягивание устанавливают на диаметр по справочным таблицам или по эмпирическим формулам.
4.1. Припуск на круглые зубья Ак(на диаметр), когда отверстие предварительно обработано сверлом или зенкером, определяют по формуле
![]()
где: d– номинальный внутренний диаметр шлицевого отверстия,мм;
L– длина отверстия,мм*.
В размер припуска включается допуск на изготовление отверстия.
Припуск под протягивание следует округлить таким образом, чтобы отверстие под протягивание могло быть получено стандартным инструментом. Отверстие под протягивание Do определяют
![]()
где: dmax– верхний предельный размер внутреннего диаметра шлицевого
отверстия.
Do следует округлить таким образом, чтобы отверстие под протягиванием могло быть получено стандартным инструментом (например сверлом).
4.2. Припуск на шлицевые зубья Аш(на диаметр) устанавливают в зависимости от их расположения:
а) шлицевые зубья после круглых перед фасочными (рис.1а)
![]()
где: Dmax – верхний предельный наружный диаметр шлицевого
отверстия;
dmin – нижний предельный размер внутреннего диаметра шлицевого
отверстия;
б) шлицевые зубья пред круглыми и фасочными
![]()

*) Здесь и в дальнейшем все линейные размеры в мм.
в) шлицевые зубья после фасочных (рис.1в)
![]()
где:
![]() - диаметр вершин по фаскам;
- диаметр вершин по фаскам;
в – ширина впадин шлицевого отверстия;
f – величина фаски;
![]()
4.3. Припуск на фасочные зубья Аф (на диаметр) устанавливаются так же, как и в предыдущем случае:
а) фасочные зубья после круглых и шлицевых
![]()
б)фасочные зубья после круглых перед шлицевыми
![]()
в)фасочные зубья перед круглых и шлицевыми
![]()