

Пособие_ОМК
.pdfбований, которые теперь уже должны стараться реализовать все организации, поставляющие на рынок аналогичную продукцию. С течением времени потребность, когда-то бывшая инновационной, становится подразумеваемой. (Сейчас сложно поверить, но, например, поворотные сигналы автомобилей когда-то были удачной инновацией, вызвавшей восторг у потребителя).
Естественно, что неосознанные требования также не могут быть обнаружены с помощью простых способов исследования рынка (анкетирование, опрос и т. д.). Здесь необходимы специальные, более сложные методы сбора исходной информации.
То, в какой мере глубоко сотрудники организации понимают значимость требований потребителя, во многом определяет будущую результативность систем менеджмента качества. Не меньшую значимость в этом контексте имеет различие точек зрения производителя и потребителя на одну и ту же продукцию. Организация воспринимает производимую продукцию (услугу) с точки зрения проблем, связанных с производством, технологией, персоналом и оборудованием. В свою очередь, потребитель смотрит на продукцию с точки зрения выгоды и последствий, которые он приобретет вместе продукцией.
Международные стандарты ИСО серии 9000 [8], [9] в качестве требований потребителя к продукции рассматривают только следующие группы:
•требования, обычно предполагающиеся, т. е. подразумевающиеся общепринятой практикой в отношении рассматриваемой продукции;
•требования, являющиеся установленными (заданными), например зафиксированными в каком-либо документе;
•требования, являющиеся обязательными.
В этом списке отсутствуют неосознанные ожидания потребителей.
2.3. Измерение качества
Исходя из определения термина понятия «качество», рассмотренного в 1.1 данного учебного пособия, необходимо определить степень соответствия совокупности присущих характеристик (или характеристик качества) требованиям. Это возможно осуществить измерением данных характеристик.
При разработке операциональных определений характеристик качества одной из ключевых и наиболее сложных задач является установление процедур измерения или испытания свойств объекта. Это обусловлено тем, что объект измерения может быть любой природы, т. е. результаты его измерения могут быть представлены в разных типах шкал (интервальной, порядко-
21
вой или номинальной). При этом характер шкалы измерения косвенно или непосредственно определяется требованиями потребителя.
Втехнических областях знаний (науки) измерение определяют как совокупность операций, выполняемых с помощью технического средства, хранящего единицу величины, позволяющего сопоставить измеряемую величину с
ееединицей и получить искомое значение величины. Из этого определения следует, что инструментом измерения качества может служить измерительный прибор. В таком случае измерение не представляет сложности: процедура измерения и шакала задаются используемым измерительным прибором. Однако нередко требуется оценить качество объектов, для которых не существует не только приборов, но и общепринятых единиц измерения. В качестве примера можно привести многочисленные органолептические методы оценки продукции (оценка по вкусу, запаху, тактильным ощущениям), которые, тем не менее, имеют очень широкое распространение в области оценки качества продукции. Измерения, осуществляемые с помощью измерительных приборов, для которых существуют международные эталоны мер, и измерения, производимые с помощью органолептических методов, объединяет то, что и в первом и во втором случае производится измерительный эксперимент, в результате которого находится значение характеристики качества.
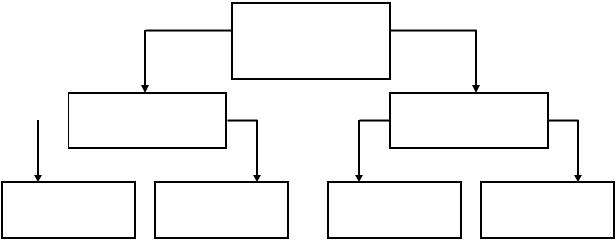
Вменеджменте качества принята следующая классификация характеристик качества измеряемых объектов (производственных процессов, продукции, услуг), которая представлена на рис. 2.4 [10].
Характеристика
качества
|
|
Количественный |
Качественный |
||
|
|
признак |
признак |
||
Непрерывный |
Дискретный |
Порядковый |
Номинальный |
||
признак |
признак |
признак |
признак |
||
Рис. 2.4
Далее приводятся примеры характеристик, применяемых в менеджменте качества:
22
•число/доля дефектных изделий на 100, 1000 или 1 000 000 единиц продукции (единица измерения иногда называется р.р.м. (product per million) – единиц на миллион);
•число дефектов на единицу продукции;
•число/доля превышения сроков (например, исполнения заказа) за единицу времени (день/неделя/месяц/ квартал/год);
•число/доля дней нахождения сотрудника на больничном листе за единицу времени (месяц/ квартал/год);
•число/доля рекламаций от заказчика на 100, 1000 выполненных заказов или за определенный период времени (месяц/ квартал/год);
•масса / содержание жира/ срок хранения продукта;
•размеры (длина/ высота/ глубина/ диаметр);
•шероховатость поверхности;
•время обработки/ время исполнения/ срок службы;
•удовлетворенность заказчика (NSI – Net Satisfactory Index) – индекс
чистой удовлетворенности и др.
В менеджменте качества помимо многочисленных технических средств измерений используются контрольные листы, с помощью которых регистрируются признаки проявления тех или иных свойств качества. Это один из инструментов управления качеством, которые уже были рассмотрены в 2.3 данного учебного пособия. Наряду с признаками качества в контрольном листе могут регистрироваться и результаты измерения, сделанные с помощью приборов. Контрольный листок представляет собой бумажный бланк, содержащий поля, в которых простейшими знаками регистрируют проявления какого-либо признака или результаты измерений. Поля в контрольном листе стараются разработать таким образом, чтобы, во-первых, облегчить сбор данных на рабочих местах, и, во-вторых, упорядочить данные для их дальнейшего использования.
2.4. Анализ качества
Разработка операциональных определений характеристик качества предполагает применение измерительных процедур и последующий анализ полученных на основе измерений значений на соответствие характеристик установленным требованиям. Существует множество инструментов анализа качества, позволяющих сделать вывод не только о соответствии характеристик качества требованиям, но и определить, в чем причины несоответствия.
23
В 50-х годах ХХ века японскими инженерами были предложены инструменты анализа характеристик качества объектов для их массового применения в производстве, получившие название «простые инструменты управления качеством» (табл. 2.3).
|
ТАБЛИЦА 2.3 |
ПРОСТЫЕ ИНСТРУМЕНТЫ УПРАВЛЕНИЯ КАЧЕСТВОМ |
|
|
|
ИНСТРУМЕНТ |
ОПИСАНИЕ И НАЗНАЧЕНИЕ ИНСТРУМЕНТА |
|
|
|
|
Контрольный листок |
1. Используется для регистрации признаков проявления |
|
тех или иных свойств характеристики качества. |
|
2. Облегчает сбор данных. |
|
3. Структурирует данные в процессе их сбора |
|
|
Гистограмма |
Визуализирует частоту появления характеристики качества |
|
вдоль оси ее значений |
|
|
Диаграмма Парето |
Существуют два вида диаграммы Парето: |
|
1) по результатам деятельности (предназначена для выяв- |
|
ления главной проблемы нежелательных результатов дея- |
|
тельности); |
|
2) по причинам (используется для выявления главной при- |
|
чины проблем, возникающих в ходе деятельности) |
|
|
Диаграмма причин и ре- |
Структурированная диаграмма, построенная экспертным |
зультатов (диаграмма |
путем, визуализирующая воздействие предполагаемых при- |
Исикавы) |
чин на изучаемый результат |
|
|
Диаграмма рассеяния |
Визуальное выявление зависимости и характер связи меж- |
|
ду двумя различными характеристиками (продукции, услуги, |
|
процесса) |
|
|
Расслоение данных |
Разделение данных на группы (страты) в соответствии с |
(стратификация) |
различными факторами |
|
|
Контрольная карта Шу- |
Имеет следующее назначение: |
харта |
1) при изучении процесса – оценка стабильности процесса |
|
(«случайности» поведения наблюдаемых выборок); |
|
2) при регулировании процесса – вмешательство в процесс |
|
при обнаружении особых (неслучайных) причин, воздейст- |
|
вующих на процесс |
|
|
Особенность этих инструментов заключается в том, что для их применения не требуется специальная математическая подготовка персонала. Акцент был сделан на массовость их применения в производстве. Практика
24
подтвердила эффективность этой группы инструментов, которые сегодня широко используются в менеджменте качества.
Помимо простых инструментов управления качеством для анализа характеристик качества могут применяться методы математической статистики, в частности для проверки равенства средних значений выборки, дисперсий, законов распределения и т. д.
ТАБЛИЦА 2.4
ПРИМЕРЫ ВЫВОДОВ, СДЕЛАННЫХ ПО РЕЗУЛЬТАТАМ АНАЛИЗА ХАРАКТЕРИСТИК КАЧЕСТВА, С УКАЗАНИЕМ ИСПОЛЬЗОВАННЫХ ИНСТРУМЕНТОВ
|
ВЫВОД ПО РЕЗУЛЬТАТАМ |
ИНСТРУМЕНТ УПРАВЛЕНИЯ |
|
АНАЛИЗА |
КАЧЕСТВОМ |
|
|
|
1. |
Продукт соответствует спецификациям |
Гистограмма, методы математической ста- |
(требованиям) |
тистики |
|
|
|
|
2. |
Процесс обработки заявок не стабилен |
Контрольная карта Шухарта |
|
|
|
3. |
Индекс стабильного процесса 1.33 |
Гистограмма, методы математической ста- |
|
|
тистики |
|
|
|
4. |
Причина нестабильности процесса – сме- |
Диаграмма причин и результатов (схема |
на поставщика сырья |
Исикавы), контрольные карты Шухарта, |
|
|
|
диаграмма рассеяния |
|
|
|
5. |
80% задержек вызваны ремонтом |
Диаграмма Парето |
|
|
|
6. |
Поставщик А оказывает влияние на число |
Диаграмма причин и результатов (схема |
несоответствий продукции |
Исикавы), диаграмма рассеяния, расслое- |
|
|
|
ние данных (стратификация) |
|
|
|
В табл. 2.4 приведены примеры выводов, сделанных по результатам анализа характеристик качества, с указанием инструментов, которые могли бы быть для этого использованы.
3. ОСНОВЫ МЕНЕДЖМЕНТА ПРОЦЕССОВ 3.1. Основы статистического управления процессами
Большинство руководителей осуществляют менеджмент на основе подхода, иногда называемого «управление по целям» (Management by Objectives) [11]. Этот подход практикуется, как правило, всеми ведущими корпорациями, ему обучают почти во всех школах бизнеса. «Управление по целям» имеет свою логику, которая основана на иерархии целей, стандартах, нормах и отчетности. Цели компании преобразуются в планы продаж и рабочие задания для традиционных организационных структур, которые отчитываются в выполнении этих заданий и планов. Работа всех сотрудников планируется
25
(или управляется) и оценивается в соответствии с числовыми показателями, являющимися целями в традиционной практике управления.
Ограниченность «управления по целям» коренится в числовых нормах, которые оказываются ничем иным, как произвольными цифрами. Это вызвано отсутствием оценки потенциальных возможностей процессов, отделений и организации в целом. В результате такого подхода персонал оказывается участником «игр», в которых необходимость выглядеть хорошо перевешивает заботу о долговременных интересах организации.
Описанный подход к целеполаганию может приводить к следующим проблемам:
•«Близорукое мышление».
•«Смещение фокуса».
•«Внутренний конфликт».
•«Страх».
•«Игры» с числовыми показателями.
•«Глухота» по отношению к нуждам потребителей.
В системе, управляемой на основе числовых норм и заданий, «близорукое мышление» проявляется в том, что вознаграждаются те, кто дает видимые и измеряемые результаты сейчас. Высшее руководство дает задания, и работники борются за их выполнение, игнорируя возникающие при этом дефекты. Работники слишком заняты выполнением плана, чтобы успеть подумать о то, какую продукцию они отправляют потребителям. В этом климате удовлетворения лишь сегодняшних числовых заданий и норм создаются и определенная рабочая культура, мораль, а также ощущение того, что важно, а что не важно. Но этот подход разрушает усилия по производству качественной продукции и понижает нравственные качества работников.
«Смещение фокуса» заключается в том, что руководство пытается изменить систему только установлением показателей. Числовое задание не может изменить возможностей системы, это можно сделать, только улучшив систему. Если руководители и рабочие не знают истинных, реальных возможностей системы, числовые нормы не что иное, как нечто «высосанное из пальца, взятое с потолка». «Взятый с потолка» показатель либо переоценивает, либо недооценивает истинных возможностей системы. В любом случае он мало помогает работникам, организации или потребителям.
«Внутренние конфликты» вызваны тем, что числовые задания и нормы, которые установлены для одного подразделения, часто противоречат задани-
ям, установленным для других отделов и служб. Торговые агенты обещают
26
то, что производство не в силах дать. Разработчики передают новое изделие в производство чересчур быстро и «сырым». Отдел снабжения закупает материалы, которые негде хранить и которые не годятся для тех, кто занят в производстве. Плановые службы разрабатывают программы, которые персонал не может реализовать. На основании завышенных целей по продажам продукции закупается новое производственное оборудование, которое потом простаивает без дела. Эти конфликты между отделами и подразделениями ведут к взаимным обвинениям и бесконечной цепи объяснений и оправданий («Если бы не они, то мы бы...»). Каждая группа сотрудников борется за выполнение своих показателей независимо от других групп. Процветают коалиции, заговоры, войны.
«Игры с числовыми показателями» происходят из-за того, что зачастую установленные числовые нормы невозможно выполнить, так как они превосходят реальные возможности системы. Но поскольку положение людей или подразделений может пострадать, если эти задания не будут выполнены, им приходится делать все, чтобы создалось впечатление, что задание выполнено. Вместо того, чтобы улучшать систему, искажается отчетность или изображается бурная деятельность по достижению целей. Все это заставляет охранять доступ к реальной информации от чужаков и создает большую или малую ложь, дезинформацию. Чем больше давление руководства с целью получения недостижимого результата, тем больше вероятность обмана.
«Страх». Наихудшим недостатком «управления по целям» является страх – страх того, что случится, если приказы и задания не будут выполнены в точности (не получить продвижения по службе, попасть в немилость, потерять работу). Страх – это основной мотиватор в системе «управления по целям». Чем более жестки и нереалистичны показатели, тем больше страх.
«Глухота по отношению к нуждам потребителей» завершает эту «по-
рочную цепь». Такое управление заставляет компанию обращать взгляд более на свои внутренние проблемы, чем на внешний мир, в котором находятся потребители ее продукции, т.е. чувство удовлетворения сотрудников выполненной работой связано с достижением плановых заданий и норм, а не с гордостью за произведенную продукцию, которая нужна потребителям.
В первой половине XX века Э. Деминг и его коллега У. Шухарт разработали принципы и методы, позволяющие оценивать возможности сотрудников и процессов, что позволило организациям избегать установления необоснованных целей. В 50-х годах в Японии, а затем в 80-х – в Америке Э. Деминг
на своих знаменитых семинарах с помощью простых экспериментов проде-
27
монстрировал плохо воспринимаемую менеджерами идею о том, что характеристика на выходе любого процесса всегда будет принимать различные значения, и разница этих результатов в «стабильных процессах» практически не зависит от персонала, который воспроизводит эти результаты [3], [4]. (Понятие «стабильного» процесса будет разъяснено далее.)
Схема эксперимента предельно проста. Деминг с помощью добровольцев, вызванных на сцену, имитировал производственную линию. В качестве производственного процесса выступала коробка, наполненная смесью белых и красных бусин. Участник производственного процесса имитировал результаты рабочего дня, доставая из контейнера бусины с помощью лопатки, похожей на ту, которой хозяйка на кухне переворачивает жаркое на тефлоновой сковородке. Лопатка имела определенную форму: в ней сделано 50 углублений такого размера, что при погружении лопатки в коробку с бусинами последние застревали в этих углублениях и участник эксперимента каждый раз доставал ровно 50 бусин. В коробке находились бусины двух цветов: красного (20%) и белого. Красные бусины символизировали брак.
Для проведения эксперимента из зала вызывались добровольцы, которым определялись следующие роли [4]:
•шесть рабочих (им не требуется каких-либо специальных навыков: они пройдут обучение и должны будут выполнять все требования без вопросов и жалоб);
•два младших инспектора (им достаточно уметь считать до двадцати);
•главный инспектор (должен уметь сравнить два числа на предмет их равенства или неравенства и уметь говорить громко и четко);
•регистратор (должен уметь аккуратно писать и производить простые
арифметические действия).
То, что число «рабочих» соизмеримо с числом «контролеров», не являлось случайностью, а было сделано Демингом сознательно, – этим он хотел подчеркнуть, что примерно такая пропорция существует на американских предприятиях.
Рабочие обучаются мастером (Демингом), который дает точные инструкции о том, как должна проводиться работа: как нужно смешивать бусины, каковы должны быть направления, расстояния, углы и уровень помешивания при пользовании лопаткой. Для минимизации вариаций «производственного процесса» (отклонений его от нормы) процедура извлечения бусин стандартизована и регламентирована. «Рабочие» должны очень внимательно следо-
вать всем инструкциям, ведь от результатов их труда зависит, останутся ли
28
они на работе. «Запомните, – говорит мастер в лице Деминга, – каждый ваш рабочий день может быть последним в зависимости от того, как вы работаете. Я надеюсь, вы получите удовольствие от своей работы!». Мастер уверен, что качество в этой ситуации определяют только «рабочие», и устанавливает допустимый уровень «брака» – не более трех красных бусин в день.
«Рабочий день» для каждого «рабочего» — это однократное взятие выборки (50 бусин) из коробки с помощью лопатки. Выбрав 50 бусин, рабочий относит дневную норму сначала к первому младшему инспектору (тот подсчитывает число красных бусин), затем ко второму (который делает то же самое, что и первый). Главный инспектор сравнивает подсчеты, и если обнаруживает ошибку, то младшие инспекторы все снова пересчитывают, а если данные совпадают, то главный инспектор объявляет результат, и регистратор заносит его в книгу учета. «Рабочий» возвращает бусины в коробку – день завершен.
«Работа» продолжается в течение четырех дней. Всего получается 24 результата: шесть «рабочих» по четыре дня. Мастер постоянно комментирует «результаты работы».
Вконце первого «рабочего дня» мастер хвалит «рабочего» Эла за четыре красные бусины под восторженное рукоплескание аудитории и ругает «рабочего» Одри за брак из 16 красных под нервные смешки публики. Как это у Одри может быть в четыре раза больше дефектных бусин, если только она не беспечна и не ленива? Никто из остальных работников также не может оставаться спокойным, ведь если Эл мог получить четыре красные бусины, то и каждый может это сделать. Эл — несомненный «рабочий дня», и он получит премию (для этого у Деминга припасены шоколадки).
Второй «рабочий день». Эл получает девять красных бусин, поскольку он чересчур успокоился. Одри приносит 10 красных бусин: она плохо начала, но начинает исправляться после серьезного разговора с мастером. И тут Бен получает 17 красных бусин. «Стоп! Остановить линию!! Давайте проведем собрание и постараемся понять, в чем причина плохой работы.» (Такого рода работа может привести к закрытию предприятия.)
Вконце второго дня мастер проводит серьезный разговор с рабочими. По мере того как люди осваиваются, их результаты должны улучшаться. Однако на второй день получено 65 красных бусин. Неужели рабочие не понимают своей задачи? Задача состоит в том, чтобы не получать красных бусин. Будущее выглядит довольно мрачно. Никто не достиг цели. Они должны ста-
раться работать лучше!
29
Подавленные рабочие начинают третий «рабочий день». И вдруг возникают два проблеска: Одри, продолжая улучшать свои результаты, получает семь красных бусин. На верном пути и Бен, повторивший успех первого днядевять красных бусин! Однако все остальные работают хуже, и общий результат вновь поднимается до 67 красных бусин. День завершается без успехов, как и предыдущие дни. Мастер говорит рабочим, что если существенных улучшений не произойдет, то предприятие придется закрыть. Дела пошли лучше благодаря Одри – она получает только шесть красных бусин. Но в целом день заканчивается извлечением 58 красных бусин, что по-прежнему хуже, чем в первый день. Результаты «работы» сведены в табл. 3.1.
ТАБЛИЦА 3.1
РЕЗУЛЬТАТЫ РАБОЧИХ
РАБОЧИЙ |
|
ДЕНЬ |
|
СУММА |
|
|
|
|
|
|
|
|
1-й |
2-й |
3-й |
4-й |
|
|
|
|
|
|
|
Одри |
16 |
10 |
7 |
6 |
39 |
|
|
|
|
|
|
Джон |
9 |
11 |
12 |
10 |
42 |
|
|
|
|
|
|
Эл |
4 |
9 |
13 |
11 |
37 |
|
|
|
|
|
|
Кэрол |
7 |
11 |
14 |
11 |
43 |
|
|
|
|
|
|
Бен |
9 |
17 |
9 |
13 |
48 |
|
|
|
|
|
|
Эд |
9 |
7 |
12 |
7 |
35 |
|
|
|
|
|
|
за день |
54 |
65 |
67 |
58 |
244 |
|
|
|
|
|
|
На этой стадии мастер решает призвать на помощь известное «великое достижение менеджмента» — сохранить предприятие, оставив только лучших рабочих. Он увольняет Бена, Кэрол и Джона, которые получили 40 и более красных бусин за четыре дня, оставляет Одри, Эла и Эда, выплачивая им премию и заставляя работать в две смены. Неудивительно, что это не дает результата.
В описанном эксперименте видна стабильность системы: коробка со смесью бусин и лопатка не меняются. Все действия и поступки мастера с целью воздействия на результаты, которые, по его мнению, зависят от «рабочих», бессмысленны и являются реакцией на чисто случайные вариации, а на самом деле полностью обусловлены существующей системой (20% красных бусин, которые изначально уложены в коробку).
30