

Пособие_ОМК
.pdfизделий на процессы производства, что породило новую концепцию: главной целью менеджмента процессов является непрерывное (постоянное) уменьшение их вариаций. В любом процессе существуют вариации (отклонения) характеристик качества, так как на результат процесса воздействует огромное количество факторов (материалы, человек, оборудование, способ выполнения и т. д.). Совокупное воздействие этих факторов приводит к разбросу значений характеристики, который называется вариацией. Таким образом, вариабельность процесса – это ситуация, обусловленная наличием вариаций в процессе.
Концепция непрерывного уменьшения вариаций была связана с именами В. Шухарта и Э. Деминга. Ее становление началось в середине 20-х годов и продолжается практически и по сей день.
Концепция сформировалась в методологию статистического управле-
ния процессами (SРС – Statistical Process Control) в период с 1925 года по
1970 год, причем с 1950 года по 1970 год это происходило в основном в Японии. На Запад (в Европу и в США) она вернулась уже настолько детально и тщательно проработанной, что вопросом оставалась лишь ее адаптация.
Концепция Тагути. В период с 1970 года по 1990 год происходило развитие подхода, известного ныне как концепция Г. Тагути (Genichi Taguchi) . Им были сделаны два крупных шага в развитии принципов управления качеством.
Первый шаг касался требований. Тагути предложил задавать требования к качеству в их стоимостном виде, установив квадратичную функцию потерь («функция потерь Тагути»). Считается, что каждое отклонение показателей качества от целевого значения приводит к экономическим потерям, выраженным квадратичной функцией. Естественно, минимум потерь достигается в целевом значении (номинале), а максимум – при достижении границ полей допусков. Вид функции потерь Тагути также показан на рис. 1.1.
Второй шаг был связан с предложением Тагути учитывать вариации характеристик продукции на разных этапах разработки продукции и/или процессов. Это была действительно революционная идея. Нужно было установить те сочетания параметров изделий и процессов, которые приводили к минимуму вариаций процессов еще на этапе проектирования изделия или процесса. Также процессы должны быть устойчивыми к вариациям входных параметров процессов. Их стали называть робастными (устойчивыми) процессами.
11
Г. Тагути разработал новый подход к планированию эксперимента, который позволял находить эффективные планы, обеспечивающие максимум так называемого отношения сигнал/шум. Понятие «сигнал/шум» было хорошо проработано в радиотехнике, теориях связи и информации, и на его основе Тагути смог легко объяснить инженерам идею робастных, т. е. устойчивых к внешним воздействиям процессов.
Начиная с 90-х годов, идеи теории вариаций, статистического управления процессами уже не умещались в рамки только инструментов и методов управления. Они стали частью ментальности многих менеджеров. Менеджеры приобрели статистическое мышление, т. е. научились влиять на удовлетворенность потребителей через управление вариациями процессов, в которых рождается потребительская ценность. Для этого пришлось научиться предвидеть, понимать уровень вариаций и управлять им. Этот этап следует назвать гуманистическим, так как в центре внимания оказался человек. С одной стороны, это – потребитель, к желаниям которого производители стали невероятно чутки. С другой стороны, стало ясно, что только хорошо обученный и мотивированный персонал способен решать задачи по постоянному уменьшению вариаций всех процессов.
Выделяют четыре главные составляющие гуманистического управления процессами:
•статистическое мышление, т. е. учитывающее вариации и случайный характер процессов управления;
•процессное мышление, т. е. учитывающее, что любая работа – это процесс;
•мышление, ориентированное на потребителя;
•сотрудничество и взаимное обслуживание (персонала).
2.ОПЕРАЦИОНАЛЬНЫЕ КОМПОНЕНТЫ КАЧЕСТВА
2.1. Операциональность определений
Анализ текста стандарта ИСО 9000 показывает, что в определениях и примечаниях встречаются слова, о которых можно сказать, что они открыты для интерпретации. Действительно, одинаково ли поймут разные люди следующие слова из примечаний к термину «характеристика»: пунктуальность, надежность, доступность и вежливость.
Двусмысленность понятий вызвана отсутствием «операциональности определений», о котором говорится в работах Э. Деминга [4] и У. Шухарта.
12
Э. Деминг, американский статистик, ученый и консультант по теории управления качеством, рассматривал работы по созданию операциональных определений как в высшей степени важные [4]: «Слова не имеют значения, если их нельзя преобразовать в действия, с которыми соглашаются все. Операциональное определение дает возможность передачи смысла с помощью понятий. Ничем в промышленности не пренебрегают так, как операциональными определениями».
Внимание успешных организаций к технике операциональных определений объясняется тем, что без овладения этой техникой, которая исключает многозначность понимания слов, практически невозможно применять инструменты и методы менеджмента качества. Дело в том, что только с помощью инструментов и методов менеджмента возможно изменение характеристик качества в том направлении, которое приводит к повышению удовлетворенности потребителей. Операциональность определений важна при сборе данных о качестве, когда пытаются измерить такие неоднозначные характеристики, как «своевременность», «стабильность», «однородность». Разное толкование одних и тех же терминов разными людьми приводит к непониманию, некорректности собранных данных и дополнительному расходу ресурсов (временны́х, финансовых, трудовых). Также без операциональности определений не обойтись, если надо ответить на вопрос, является ли оцениваемый объект «удобным», «хорошим» или «дефектным».
Операциональное определение (ОО) – это определение, которое понятно любому человеку и которым можно пользоваться на практике. Исходя из этого, операциональное определение должно давать однозначное понимание смысла термина, используемого всеми участниками процесса в конкретной ситуации. Другими словами, операциональное определение – это конкретизация значения того или иного термина применительно к конкретной системе и конкретным людям, в ней задействованным.
Работоспособность операционального определения можно проверить опытным путем. Если оно помогает в достижении единого понимания терминов, связанных с качеством, значит оно работает. По этому поводу Э. Деминг говорил [4]: «Каждый считает, что знает, что такое загрязнение, до тех пор, пока не попытается объяснить это кому-то еще».
Если вы пользуетесь столом в мастерской, то «чистый» в данном случае означает просто отсутствие беспорядка. Если это обеденный стол, то его уровень чистоты может быть достигнут с помощью моющего средства. Если
речь идет о столе в операционной, то его следует обработать антисептиком
13
для предотвращения распространения инфекции. ОО понятия «чистый» будет различным для каждой из перечисленных ситуаций.
Э. Деминг определил, что для разработки операционального определения требуются следующие три составляющие:
•тест – метод испытания или процедура измерения свойства объекта;
•критерий – стандарт, по которому оценивается результат теста;
•решение – процедура принятия решения о соответствии результата
теста критерию.
Указанные составляющие можно заменить терминами, содержащимися в стандарте ИСО 9000, который определяет качество на основе трех компонентов – требование, характеристика, соответствие. Для принятия решений о соответствии или несоответствии характеристик требованиям выбирают методы измерения (испытания) и методы анализа характеристик качества. Табл. 2.1 характеризует соответствие предлагаемых Э. Демингом атрибутов операционального определения терминам, используемым в стандарте ИСО 9000.
В конечном итоге, имея информацию о требованиях и методах испытания и анализа, можно говорить о наличии операционального определения характеристики качества, позволяющего провести последующую его верификацию (проверку).
Операциональное определение качества предполагает измерение характеристик качества и последующий анализ полученных на основе измерений значений на соответствие объекта установленным требованиям. Рассмотрим типичную ситуацию, связанную с оценкой соответствия характеристики требованиям [5]. Прочность на разрыв нержавеющей стали, производимой на одном из заводов, сначала была стабильной со средним значением 0 = 72 кг/мм2 и стандартным отклонением 0 = 2.0 кг/мм2. Недавно разладился агрегат, который влиял на указанную прочность. После настройки агрегата для определения эффекта от его наладки были взяты 10 образцов, прочность ко-
торых составила (кг/мм2): 76,2; 78,3; 76,4; 74,7; 72,6; 78,4; 75,7; 70,2; 73,3; 74,2. Можно ли заключить, что наладка привела к изменению прочности стали на разрыв? Другими словами, равны 0 и или нет, где – генеральное среднее после настройки агрегата.
Для ответа на этот вопрос сотрудники завода сделали ряд элементарных допущений:
• образцы отбирались случайно,
14
•после наладки прочность осталась распределенной по нормальному закону N( , ), при этом, в силу технических особенностей агрегата было принято, что стандартное отклонение осталось тем же, что и до наладки ( 0 = 2.0 кг/мм2).
ТАБЛИЦА 2.1
ЭЛЕМЕНТЫ ФОРМИРОВАНИЯ ОПЕРАЦИОНАЛЬНОГО ОПРЕДЕЛЕНИЯ В ТЕРМИНАХ СТАНДАРТОВ НА СИСТЕМЫ МЕНЕДЖМЕНТА КАЧЕСТВА
|
Э. Деминг |
|
ИСО 9000 |
|
|
|
|
Термин |
Определение |
Термин |
Определение |
|
|
|
|
Критерий |
Стандарт, относитель- |
Требование |
Потребность или ожидание, ко- |
|
но которого оценивает- |
(requirement) |
торое установлено (задано), |
|
ся результат теста |
|
обычно предполагается или яв- |
|
|
|
ляется обязательным |
|
|
|
|
Тест |
Метод испытания или |
Испытание |
Определение одной или не- |
|
процедура измерения |
(test) |
скольких характеристик в со- |
|
свойства объекта |
|
ответствии с процедурой |
|
|
|
|
Решение |
Процедура принятия |
Анализ |
Деятельность, предпринимае- |
|
решения о соответст- |
(review) |
мая для определения пригодно- |
|
вии результата теста |
|
сти, адекватности и результа- |
|
критерию |
|
тивности рассматриваемого |
|
|
|
объекта для достижения по- |
|
|
|
ставленных целей |
|
|
|
|
|
|
Соответствие |
Выполнение требования |
|
|
|
|
|
|
Несоответствие |
Невыполнение требования |
|
|
|
|
Среднее по 10 образцам равно х = (76,2+ …..+ 74,2)/10 = 75,0 и отличается от того, что было до наладки (72 кг/мм2). Однако из этого еще нельзя заключить, что после наладки действительно изменилась прочность стали, поскольку выборочное среднее х имеет вариацию и не всегда равно генеральному среднему.
В этом случае рассматривают гипотезу о том, что после наладки прочность стали не изменилась. Если эта гипотеза верна, то х имело бы нормальное распределение со средним 0 = 72 кг/мм2 и стандартным отклонением
|
|
|
|
0,632 . Если оценить различия между 72,0 кг/мм2 и 75,0 |
σ0 10 2,0 |
10 |
|||
кг/мм2 в стандартных отклонениях х, а оно равно 0,632, то это различие будет равно (75,0 – 72,0)/0,632 = 4,74. Для нормального распределения вероят-
15
ность такого различия крайне мала (около 0,000002) и нет основания для принятия гипотезы о том, что прочность стали после наладки агрегата осталась прежней (равной 72,0 кг/мм2).
В табл. 2.2 представлено операциональное определение качества стали для приведенного примера.
|
|
|
|
|
|
|
|
|
ТАБЛИЦА 2.2 |
|
ОПЕРАЦИОНАЛЬНОЕ ОПРЕДЕЛЕНИЕ КАЧЕСТВА СТАЛИ |
|
|||||||||
|
|
|
|
|
|
|
||||
|
ИСО 9000 |
|
|
|
ТРЕБОВАНИЯ И ОПЕРАЦИИ |
|||||
|
|
|
|
|
|
|
|
|||
ТЕРМИН |
|
ОПРЕДЕЛЕНИЕ |
|
|
|
|
|
|||
|
|
|
|
|||||||
Требование |
|
Потребность или ожида- |
Прочность на разрыв нержавеющей ста- |
|||||||
(requirement) |
|
ние, которое установле- |
ли со средним значением по 10 образцам |
|||||||
|
|
но (задано), обычно |
0 = 72 кг/мм2 и стандартным отклонени- |
|||||||
|
|
предполагается |
или |
яв- |
ем 0 = 2,0 |
кг/мм2 |
|
|
||
|
|
ляется обязательным |
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
||
Испытание |
|
Определение |
одной |
или |
Измерить |
прочность |
10 |
образцов |
||
(test) |
|
нескольких |
характери- |
(кг/мм2), отобранных случайно |
|
|||||
|
|
стик |
в соответствии с |
|
|
|
|
|||
|
|
процедурой |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
Анализ |
|
Деятельность, |
|
предпри- |
Проверить гипотезу о значимости раз- |
|||||
(review) |
|
нимаемая для |
|
определе- |
личия средних при условиях: |
|
||||
|
|
ния пригодности, адек- |
1. Прочность осталась |
распределенной |
||||||
|
|
ватности и результатив- |
по нормальному закону: N( , ). |
|||||||
|
|
ности |
рассматриваемого |
2. Стандартное отклонение осталось тем |
||||||
|
|
объекта для достижения |
же, что и до наладки ( 0 = 2,0 |
кг/мм2). |
||||||
|
|
поставленных целей |
|
3. Уровень значимости p<0,01 |
|
|||||
|
|
|
|
|||||||
Соответствие |
|
Выполнение требования |
Принять гипотезу о выполнении требо- |
|||||||
|
|
|
|
|
|
|
ваний, если p>0,05 |
|
|
|
|
|
|
|
|
|
|
|
|||
Неопределен- |
|
|
— |
|
Нет оснований для принятия любой ги- |
|||||
ность |
|
|
|
потезы, если 0,01<p<0,05 |
|
|
||||
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
||||||
Несоответствие |
|
Невыполнение |
требова- |
Отклонить гипотезу о выполнении тре- |
||||||
|
|
ния |
|
|
|
|
бований, если p<0,01 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рассмотренный пример иллюстрируется обобщенным алгоритмом (рис. 2.1), включающим операции отбора, измерения и анализа, которые приводят к выводу о качестве объекта.
16
Качество объекта: |
|
|
|
степень соответствия |
Отбор |
Выборка |
|
его характеристик |
|||
|
|
||
требованиям |
|
|
|
|
Инструменты для измерения: |
|
1.Операциональные определения
2.Контрольный листок
3.Технические средства измерений и испытаний
1. Выводы о |
Решение |
|
|
качестве объекта |
|
2. Выводы о |
|
причинах |
|
несоответствий |
|
требованиям |
|
Результаты анализа (статистический вывод)
Инструменты анализа: |
Измерение |
|
|
||
1. |
Диаграмма Исикава |
|
2. |
Гистограмма |
|
3. |
Диаграмма Парето |
|
4. |
Диаграмма рассеяния |
|
5. |
Расслоение данных |
|
6. |
Контрольная карта Шухарта |
|
7. |
Методы математической статистики |
|
|
Анализ данных |
Данные о |
|
|
качестве |
Рис. 2.1
На рис. 2.1 среди инструментов для измерения характеристик, присущих объекту, приведен контрольный листок [6], а среди инструментов анализа этих характеристик – диаграмма Исикавы, гистограмма, диаграмма Парето, диаграмма рассеяния, расслоения данных и контрольная карта Шухарта. Перечисленные семь инструментов являются основными инструментами управления качеством. Более подробное их рассмотрение приведено в 2.3 данного учебного пособия.
2.2.Потребитель как источник требований
Втексте данного учебного пособия часто встречается термин «потребитель», иногда дополненный прилагательными «внутренний» или «внешний». Под внешним потребителем принято понимать человека, организацию или государство, покупающих или использующих товары или услуги для удовлетворения своих потребностей. Термином «внутренний потребитель» называются сотрудники, отделы и процессы, действующие внутри организации и
17
использующие продукты деятельности других сотрудников, отделов и процессов. Понятия «внешний потребитель» и «внутренний потребитель» относительны, и их применение зависит от контекста.
Под удовлетворенностью потребителя понимают восприятие потребителями степени выполнения их требований.
Идеология менеджмента качества предполагает настройку деятельности организации на требования внешнего потребителя, которые могут иметь неоднородную структуру.
Японский специалист в области качества Н. Кано предложил классификацию требований потребителя к продукции, представленную на рис. 2.2 [7].
Требования потребителей
Высказанные Невысказанные
Подразумеваемые Неосознанные
Рис. 2.2
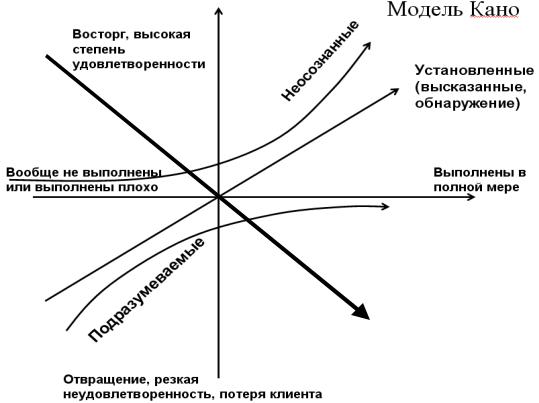
Модель Н. Кано на рис. 2.3 показывает зависимость между выделенными классами требований потребителей, степенью их выполнения и степенью удовлетворенности потребителей. По горизонтальной оси откладывается степень реализации требования к продукции, а по вертикальной оси – степень удовлетворенности потребителя как мера восприятия им полноты реализации рассматриваемого требования.
Высказанные требования — это те, которые выявлены (или легко могут быть выявлены) в результате простейших маркетинговых исследований. Они в прямом смысле слова были высказаны потребителем в ответ на вопрос, касающийся его ожиданий относительно свойств продукции, т. е. это требования потребителя, известные на данный момент времени. Очевидно, что в случае безусловного выполнения таких требований потребитель будет удовлетворен, и, наоборот, в случае их невыполнения потребитель окажется неудовлетворенным. Степень удовлетворенности потребителя в этом случае изменяется прямо пропорционально степени выполнения его ожиданий. Характерной чертой «высказанных» требований является то, что они, как правило, представляют собой только некоторые базовые требования и редко выражают какие-либо инновационные пожелания. Например, если речь идет об
автомобильных шинах, то в результате анкетирования потребителей этой
18
продукции можно выявить желание видеть автомобильные шины долговечными, устойчивыми к износу и недорогими. К более оригинальным результатам простой опрос, как правило, не приводит. Обычно требования этой группы указаны в контрактах на поставку продукции.
Время
Рис. 2.3
Подразумеваемые требования – это невысказанные требования, которые при анкетировании потребитель не указывает по причине того, что их безусловное выполнение считается само собой разумеющимся, или, другими словами, их полное выполнение подразумевается.
Характер кривой, изображающей на рисунке этот вид требований потребителя, говорит о том, что их невыполнение приводит к резкой неудовлетворенности потребителя, а выполнение в полной мере попросту им не замечается. (Действительно, если речь идет, например, о чашке кофе, предложенной вам в ресторане, то, само собой разумеется, что этот кофе должен быть нетоксичным. Данное свойство продукции подразумевается, и вы вряд ли сочтете необходимым упомянуть о нем при ответе на вопрос о ваших требованиях к кофе. Но если это требование не будет выполнено, то вы больше никогда не выпьете ни одной чашки напитка этой торговой марки, и не только в этом ресторане).
19
Очевидно, что требование выполнения законов, правил и других нормативных положений, регламентирующих потребительские свойства рассматриваемой продукции или услуги, заведомо относится к группе подразумеваемых требований.
Поскольку подразумеваемые требования не могут быть выявлены простым опросом или анкетированием, а их точная идентификация и последующее выполнение чрезвычайно важны для удовлетворения запросов потребителя и успеха организации на рынке, то становится необходимым привлечение более сложных методов исследования. Это может быть, например создание специальных групп, выявляющих и индивидуально опрашивающих конкретных потребителей, прекративших использование какой-либо продукции ввиду резкой неудовлетворенности ее качеством.
Весь персонал организации, имеющий отношение к проектированию и модернизации продукции, должен хорошо знать и иметь в документированном и структурированном виде данную категорию требований потребителей в целях постоянного контроля их выполнения. Это становится тем более возможным благодаря относительному постоянству во времени подразумеваемых требований.
Третью группу (класс) требований составляют неосознанные требования. Это также потребности невысказанные, но уже совсем по другой причине. Некоторые свойства продукции не известны потребителю. Более того, он даже не подозревает о возможности существования у продукции данных свойств, вот почему невыполнение таких требований не приводит к какойлибо отрицательной реакции со стороны потребителя, оставляя его индифферентным. С другой стороны, если производитель предложит потребителю продукт или услугу, обладающие дополнительными свойствами, которые он не ожидал, то это приведет к высокой удовлетворенности потребителя, а значит, и к увеличению спроса на рассматриваемую продукцию.
Итак, для того чтобы в условиях рынка организация могла оставаться на плаву, необходимо выполнение высказанных и подразумеваемых требований. Но, для того чтобы опередить своих конкурентов, компания должна быть способна найти и удовлетворить и неосознанные требования потребителя. Однако успех организации, следующий за удачной идентификацией и реализацией какой-либо неосознанной потребности, как правило, является кратковременным. Удачное нововведение сразу же становится востребованным, идея моментально подхватывается другими фирмами. Таким образом,
неосознанное требование очень быстро переходит в разряд высказанных тре-
20