

19. 10 Признаков качества Фейгенбаума Арманд в. Фейгенбаум
Арманд Фейгенбаум – автор теории всеобщего контроля качества (total quality control). Он утверждал, что понятие качества применимо ко всем этапам производственного процесса. Главное в контроле качества, по Фейгенбауму – это взаимоотношения между работниками предприятия, включая высшее руководство компании. Фейгенбаум выделяет 10 признаков качества как общего понятия («всеобщее качество»):
Качество – процесс, охватывающий всю компанию.
Качество – это то, что под ним подразумевает потребитель.
Качество и затраты – это сумма, а не разность (т.е. затраты не вычитаются из качества, а прибавляются к нему).
Качество требует индивидуального и командного фанатизма.
Качество – это стиль управления.
Качество идёт рука об руку с инновациями.
Качество – это этика.
Качество требует постоянного улучшения.
Качество – самый экономичный и наименее капиталоёмкий способ повышения эффективности.
В основе качества – система всеобщего контроля качества, охватывающая и производителей и поставщиков.
Эти 10 факторов, по Фейгенбауму, могут служить ориентиром для компаний, стремящихся стать мировыми лидерами по качеству.
20. Причинно-следственная диаграмма Исикавы. Идеи Тагути Геничи Тагучи
Тагучи особенно интересовался качеством продукции на стадии её проектирования, то есть занимался разработкой методов испытания изделий ещё до их производства. Одним из таких методов является метод прототипирования, позволяющий проектировщику создать оптимальные установочные параметры для создания изделия путём разбивки процесса обеспечения качества на три этапа: системное проектирование, параметрическое проектирование и расчёт допуска.
Как Кросби и Фейгенбаум, Тагучи интересовался проблемой количественной оценки потерь из-за плохого качества продукции. Но, в отличие от двух первых Тагучи делал расчёты для всех стадий процесса – от проектирования изделия до его изготовления, продажи и эксплуатации. Он считал, что качество зависит, прежде всего, от конструкции изделия и говорил, что «хорошая конструкция позволяет произвести качественный продукт, тогда как посредственная порождает посредственное качество». Тагучи разработал так называемую «функцию потерь» (Taguchi Loss Function). Математическое обоснование, применённое Тагучи, очень сложное и может быть понято только специалистами (Интересно, что Кросби называл Тагучи «замечательным человеком», но считал, что его невозможно понять, не имея докторской степени по математике, хотя, парадоксально, Тагучи не имел высшего образования). Но мудрый Деминг, который любил простые примеры, объяснял теорию Тагучи на своих семинарах примерно так:
Представьте, что в одной комнате работают группа в составе 20 человек. С помощью статистического анализа было установлено, что комфортная температура, при которой группа будет наиболее производительной - 20° С. Индивидуально каждый член группы может предпочесть более прохладную или более тёплую температуру, но для группы 20° - идеальная температура. Если, однако, температура будет 19° или 21°, разница будет столь небольшой, что этого никто не заметит. Но при температуре 25° или 15° потеря в производительности труда окажется поразительной. Другими словами, в терминах «функции Тагучи», чем больше отклонение температуры (или любого другого показателя) от оптимального значения, тем больше будут потери. Такой подход принципиально отличается от традиционного представления, что потери не происходит до тех пор, пока параметры изготавливаемого изделия находятся в пределах инженерного допуска.
В следующей главе будет показано, как идеи интернациональной команды «гуру» качества воплотились в создании современной системы менеджмента качества, получившей название «всеобщее управление качеством».
Другие названия метода: "Причинно-следственная диаграмма" ("рыбий скелет")
Автор метода: К. Исикава (Япония), 1952 г.
Назначение метода
Применяется при разработке и непрерывном совершенствовании продукции. Диаграмма Исикавы - инструмент, обеспечивающий системный подход к к определению фактических причин возникновения проблем.
Цель метода
Изучить, отобразить и обеспечить технологию поиска истинных причин рассматриваемой проблемы для эффективного их разрешения.
Суть метода
Причинно-следственная диаграмма - это ключ к решению возникающих проблем.
Диаграмма позволяет в простой и доступной форме систематизировать все потенциальные причины рассматриваемых проблем, выделить самые существенные и провести поуровневый поиск первопричины.
План действий
В соответствии с известным принципом Парето, среди множества потенциальных причин (причинных факторов, по Исикаве), порождающих проблемы (следствие), лишь две-три являются наиболее значимыми, их поиск и должен быть организован. Для этого осуществляется:
сбор и систематизация всех причин, прямо или косвенно влияющих на исследуемую проблему;
группировка этих причин по смысловым и причинно-следственным блокам;
ранжирование их внутри каждого блока;
анализ получившейся картины.
Особенности метода
Причинно-следственная диаграмма ("рыбий скелет")
Общие правила построения
Прежде чем приступать к построению диаграммы, все участники должны прийти к единому мнению относительно формулировки проблемы.
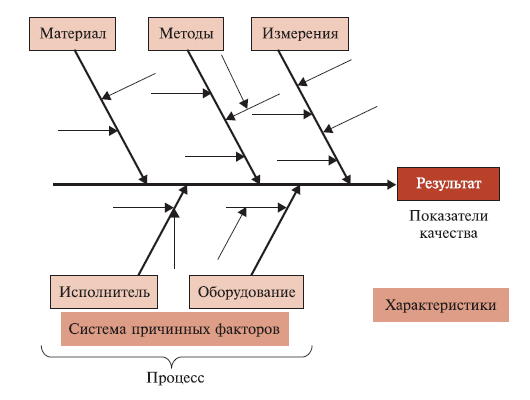
Изучаемая проблема записывается с правой стороны в середине чистого листа бумаги и заключается в рамку, к которой слева подходит основная горизонтальная стрелка - "хребет" (диаграмму Исикавы из-за внешнего вида часто называют "рыбьим скелетом").
Наносятся главные причины (причины уровня 1), влияющие на проблему, - "большие кости". Они заключаются в рамки и соединяются наклонными стрелками с "хребтом".
Далее наносятся вторичные причины (причины уровня 2), которые влияют на главные причины ("большие кости"), а те, в свою очередь, являются следствием вторичных причин. Вторичные причины записываются и располагаются в виде "средних костей", примыкающих к "большим". Причины уровня 3, которые влияют на причины уровня 2, располагаются в виде "мелких костей", примыкающих к "средним", и т. д. (Если на диаграмме приведены не все причины, то одна стрелка оставляется пустой).
При анализе должны выявляться и фиксироваться все факторы, даже те, которые кажутся незначительными, так как цель схемы - отыскать наиболее правильный путь и эффективный способ решения проблемы.
Причины (факторы) оцениваются и ранжируются по их значимости, выделяя особо важные, которые предположительно оказывают наибольшее влияние на показатель качества.
В диаграмму вносится вся необходимая информация: ее название; наименование изделия; имена участников; дата и т. д.
Дополнительная информация:
Процесс выявления, анализа и объяснения причин, является ключевым в структурировании проблемы и переходу к корректирующим действиям.
Задавая при анализе каждой причины вопрос "почему?", можно определить первопричину проблемы (по аналогии с выявлением главной функции каждого элемента объекта при функционально-стоимостном анализе).
Способ взглянуть на логику в направлении "почему?" состоит в том, чтобы рассматривать это направление в виде процесса постепенного раскрытия всей цепи последовательно связанных между собой причинных факторов, оказывающих влияние на проблему качества.
Достоинства метода
Диаграмма Исикавы позволяет:
стимулировать творческое мышление;
представить взаимосвязь между причинами и сопоставить их относительную важность.
Недостатки метода
Не рассматривается логическая проверка цепочки причин, ведущих к первопричине, т. е. отсутствуют правила проверки в обратном направлении от первопричины к результатам.
Сложная и не всегда четко структурированная диаграмма не позволяет делать правильные выводы.
Ожидаемый результат
Получение информации, необходимой для принятия управляющих решений.
Каору Исикава
Каору Исикава уделяет особое внимание использованию статистических подходов, правильному сбору и представлению данных, использованию диаграмм Парето для определения приоритетных направлений повышения качества и графического метода анализа причинно-следственных связей, которые получили название "диаграмма Исикавы" (диаграмма скелет рыбы).
При подходах, декларируемых Исикавой, когда качество имеет отношение и к продукции и послепродажному сервису, и управлению, как самой компании, так и каждому работнику, достигаются такие результаты:
Качество продукции улучшается и становится единообразным; сокращается брак.
Возрастает надежность товаров.
Снижаются издержки.
Увеличивается объем выпускаемой продукции и появляется возможность составлять разумные графики производства.
Сокращается объем ненужной работы и переделок.
Сокращаются расходы на проверку качества и необходимые испытания.
Договоры между поставщиками и их клиентами становятся более продуманными.
Расширяется рынок сбыта.
Возникает более тесные связи между отделами.
Резко уменьшается число случаев фальсификации данных и отчетов.
Появляется возможность более свободного и демократичного обсуждения проблем.
Совещания проходят более организованно.
Ремонт и установка машин и оборудования осуществляется рациональнее.
Улучшаются отношения между людьми.
Генити Тагути
Тагути важными признавал вопросы обеспечения качества, возникающие на стадии проектирования. К его заслугам следует отнести разработку метода прототипирования, позволяющего проектировщику определять установочные параметры для создания оптимального изделия путем разбиения процесса обеспечения качества на три этапа: системное проектирование, параметрическое проектирование и расчет допуска.