

6.9.3. Расчет протяжки для отверстия
Необходимо рассчитать и сконструировать протяжку для получения отверстия диаметром Dn заданной точности длиной Ln в детали из определенного конструкционного материала. Заданы также диаметр dn отверстия под протягивание и шероховатость обработанной поверхности. Последовательность расчета протяжки [74].
1. Максимальный диаметр протянутого отверстия с учетом допуска
![]()
2. Максимальный диаметр протяжки
(6.146)
![]() (6.147)
(6.147)
4.
Расчетный
диаметр отверстия под протягивание![]()
3. Припуск под протягивание
![]() (6.149)
(6.149)
Если окажется, что dn < d'n, т. е. заданный припуск значительно превышает расчетный, необходимо подобрать сверло или зенкер соответствующего диаметра для дополнительной обработки отверстия.
5. Суммарный подъем зубьев протяжки
229
![]()
d'п. (6.150)
6. Подъем Sz на зуб принимают в зависимости от материала детали (табл. 6.7).
Таблиц |
а |
6.7. |
Подъем |
Sz на |
зуб протяжки на сторону, мм |
|
||
|
|
Обрабатываемый материал |
|
|
||||
Сталь |
|
|
Чугун |
|
Алюминиевые сплавы |
Бронза, |
латунь |
|
0,015...0,06 |
|
0 |
03...0,1 |
|
|
0,02...0,05 |
0,05.. |
.0,12 |
7. Шаг режущих зубьев
tр= (1,25…. 1,5) Lп (6-151)
8. Наибольшее количество одновременно работающих зубьев
ZД=L / tр+1
Принимают целое меньшее. Должно быть 2 < ZД< 10; в противном случае изменяют шаг.
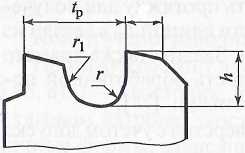
9.В зависимости от шага tp принимают Рис. 6.88. Зуб и стружечная размеры зуба и стружечной канавки (рис.
канавка 6.88 и табл. 6.8).
Таблица 6.8. Размеры зуба и стружечной канавки
Продолжение табл. 6.8
Шаг гр) мм |
Размеры, мм |
||||
h |
г |
я |
|
F, мм2 |
|
20 |
7,0 |
3,5 |
9,0 |
11 |
38,3 |
22 |
8,0 |
4,0 |
9,0 |
12 |
50,3 |
24 |
9,0 |
4,5 |
10,0 |
14 |
63,6 |
26 |
10,0 |
5,0 |
10,5 |
16 |
78,5 |
28 |
12 |
6,0 |
9,5 |
18 |
113,1 |
30 |
12 |
6,0 |
11,5 |
20 |
113,1 |
10. Коэффициент заполнения канавки стружкой
k=F/Sz Lп
(6.153)
где F — площадь стружечной канавки, принимаемая по табл. 6.8.
При этом ориентируются на минимальный коэффициент заполнения стружкой канавки (табл. 6.9).
Таблица 6.9. Коэффициент к^ заполнения стружечной канавки
Sz, мм |
Обрабатываемый материал |
||||
Сталь НВ |
Чугун, бронза, латунь |
Алюминий, медь, баббит |
|||
5 197 |
198...229 |
> 229 |
|||
До 0,03 |
3 |
2,5 |
3 |
2,5 |
2,5 |
0,03-0,07 |
4 |
3 |
3,5 |
2,5 |
3 |
Св. 0,07 |
4,5 |
3,5 |
4 |
3 |
3,5 |
Шаг гр, мм |
Размеры, мм |
||||
И |
г |
Я |
|
г, мм |
|
4 |
1,6 |
0,8 |
1,5 |
2,5 |
1,77 |
5 |
1,8 |
0,9 |
2,2 |
2,8 |
2,54 |
6 |
2,0 |
1,0 |
3,0 |
3,0 |
3,14 |
8 |
2,5 |
1,3 |
4,0 |
4,0 |
4,90 |
10 |
3,6 |
1,8 |
4,5 |
5,5 |
9,6 |
12 |
4,0 |
2,0 |
5,5 |
6,0 |
12,6 |
14 |
5,0 |
2,5 |
6,0 |
8,0 |
19,6 |
16 |
6,0 |
3,0 |
6,5 |
10,0 |
28,3 |
18 |
6,0 |
3,0 |
8,5 |
10,8 |
28,3 |
Должно быть к> kmin. Если к < kmin, то необходимо увеличить шаг.
11. Передний угол у принимают в зависимости от обрабатываемого материала (табл. 6.10).
Таблица 6.10. Величины передних углов
Обрабатываемый материал |
Т° |
Обрабатываемый материал |
У° |
Обрабатываемый материал |
У° |
Сталь НВ |
|
Серый чугун НВ |
|
Латунь, бронза НВ |
|
< 197 |
20...16 |
< 180 |
10 |
<100 |
10 |
198...229 |
15 |
> 180 |
6 |
> 100 |
5 |
>229 |
10 |
Алюминий, медь, баббит |
20 |
|
|
230
231
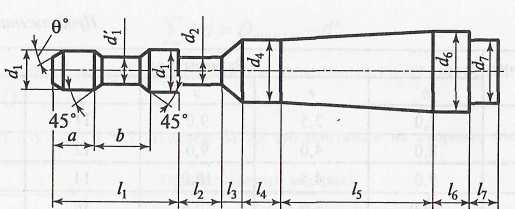
Рис. 6.89. Схема протяжки для отверстия
12. Размеры хвостовика протяжки показаны на рис. 6.89. Диаметр хвостовика
![]() (6.154)
(6.154)
Принимают ближайшее меньшее значение по табл. 6.11. Остальные размеры хвостовика выбирают также по табл. 6.11.
13. Сила резания при протягивании (Н)
Продолжение табл. 6.11
dx |
d\ |
h |
а |
b |
0° |
63 |
48 |
|
|
|
|
70 |
53 |
||||
80 |
60 |
240 |
50 |
50 |
|
90 |
70 |
||||
100 |
75 |
Таблица 6.12. Значения Сих
Обрабатываемый материал |
НВ |
ср |
X |
Сталь |
< 197 |
7000 |
0,85 |
198...229 |
7620 |
||
>229 |
8420 |
||
Чугун |
120.„240 |
3270 |
0,73 |
( 6.155)
6.155)
![]()
Значение показателя степени и поправочных коэффициентов принимают по табл. 6.12 и 6.13.
Таблица 6.11. Размеры круглых хвостовиков протяжек
*\ |
d\ |
h |
а |
b |
0° |
1 |
8 |
120 |
20 |
20 |
10 |
14 |
9,5 |
20 |
|||
16 |
11 |
|
|||
18 |
13 |
|
|||
20 |
15 |
140 |
25 |
25 |
|
22 |
17 |
30 |
|||
25 |
19 |
||||
28 |
22 |
160 |
|||
32 |
25 |
32 |
32 |
||
36 |
28 |
||||
40 |
32 |
180 |
|||
45 |
34 |
||||
50 |
38 |
||||
56 |
42 |
210 |
40 |
40 |
232
Таблица 6.13. Поправочные коэффициенты
Обрабатываемый материал |
Передний угол у° |
Степень затупления протяжки |
Смазочно-охлаждающая жидкость |
|||||||||
5 |
10 |
15 |
20 |
Острая |
Затупленная |
СФ |
эм |
РМ |
БС |
|||
К |
К |
кс |
||||||||||
Сталь |
1,13 |
1 |
0,93 |
0,85 |
1 |
1,15 |
1 |
1 |
0,9 |
1,34 |
||
Чугун |
1,1 |
1 |
0,95 |
— |
1 |
1,15 |
— |
0,9 |
— |
1 |
||
СФ — сульфофрез; ЭМ — 10 %-я эмульсия; РМ — растительное масло; БС — без смазоч-но-охлаждающей жидкости.
14. Напряжение деформации растяжения
![]()
(6.156)
где F— минимальная площадь поперечного сечения протяжки по хвостовику или впадине первого зуба.
Назначают материал рабочей части протяжки. При σ < 350 МПа материал протяжки сталь ХВГ по ГОСТ 5950—73; при σ > 350 МПа материал протяжки быстрорежущая сталь Р6М5 по ГОСТ 19265—73.
Количество режущих зубьев
233
![]()
![]()
![]()
Первое слагаемое последнего уравнения принимают целое большее.
17. Длина режущей части (см. рис. 6.89)
27. Диаметр шейки
28. Длина шейки
(6.162) (6.163)
![]()
(6.158)
h = 25...35 мм.
18.
Расстояние
между стружкоделительными
канавками (рис. 6.90)![]()
(6.160)
![]()
Принимают ближайшее четное.
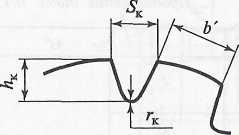
20. Размеры стружкоделительных канавок (рис. 6.90):
![]()
Примечание. 21. Стружкоделительные канавки выполняют на режущих зубьях протяжек, работающих по материалам, дающим сливную стружку.
22. Диаметр зубьев калибрующей части (см. рис. 6.89)
(6.161)
![]()
23. Число зубьев калибрующей части выбирают в зависимости от точности протянутого отверстия по табл. 6.14.
Таблица 6.14. Число зубьев калибрующей части
Квалитет |
Й7 |
т |
т |
Число зубьев |
1 |
6 |
5 |
Размеры стружечных канавок калибрующей части принимают по табл. 6.8.
Величина заднего угла режущей части 3°, калибрующей части 1°.
Длина калибрующей части (см. рис. 6.89)
29. Диаметр передней направляющей
![]() (6.164)
(6.164)
30. Длина передней направляющей
![]() (6.165)
(6.165)
31. Диаметр задней направляющей
![]() (6.166)
(6.166)
32. Длина задней направляющей
![]() (6.167)
(6.167)
33. Длина переходного конуса
![]()
34. Длина протяжки до первого режущего зуба
![]() (6.168)
(6.168)
35. Общая длина протяжки
![]() (6.169)
(6.169)
36. Допустимая длина протяжки
![]() (6.170)
(6.170)
Если Lmax превышает допустимую длину, нужно проектировать комплект протяжек из нескольких штук.
37. Необходимая длина рабочего хода
![]()
235
Рис.
6.92. Прогрессивная схема резания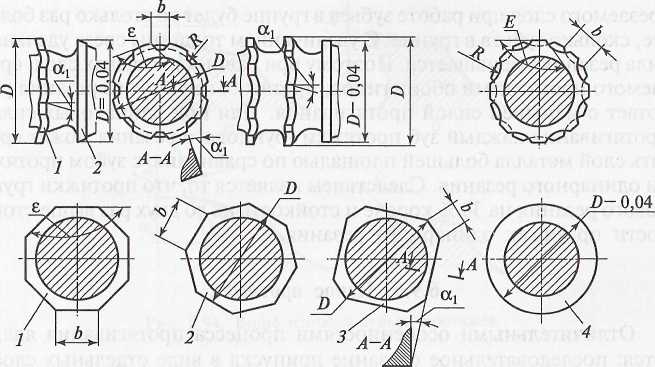
Рис.
6.91. Профильная схема резания
236
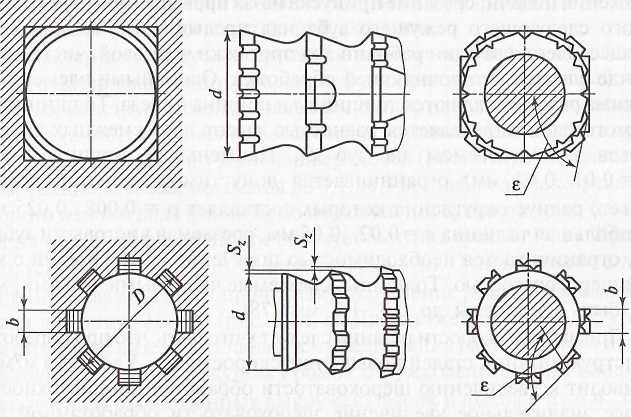
Рис. 6.93. Генераторная схема резания
впадин на зубьях. Генераторная схема применима и для протяжек группового резания.
Сравнение протяжек одинарного и группового резания показывает следующее. Если каждый из зубьев протяжек одинарного и группового резания срезает слои металла одинаковой площади, то толщина
237
срезаемого слоя при работе зубьев в группе будет во столько раз больше, сколько зубьев в группе. С увеличением толщины среза удельная сила резания уменьшается. Поэтому при равных площадях слоя, срезаемого протяжками обоих типов, протяжка группового резания работает с меньшей силой протягивания. Или при одинаковых силах протягивания каждый зуб протяжки группового резания может срезать слой металла большей площадью по сравнению с зубом протяжки одинарного резания. Следствием является то, что протяжки группового резания на 30 % короче и стойкость их до двух раз выше стойкости протяжек одинарного резания.