

6.10.3. Особенности фрезерования резьбы
Резьбофрезерование осуществляется тремя видами фрез: дисковыми (одинарными), гребенчатыми (групповыми) и вращающимися резцовыми головками (вихревое нарезание). Дисковые резьбовые, или трехсторонние угловые фрезы имеют зубья, соответствующие
251
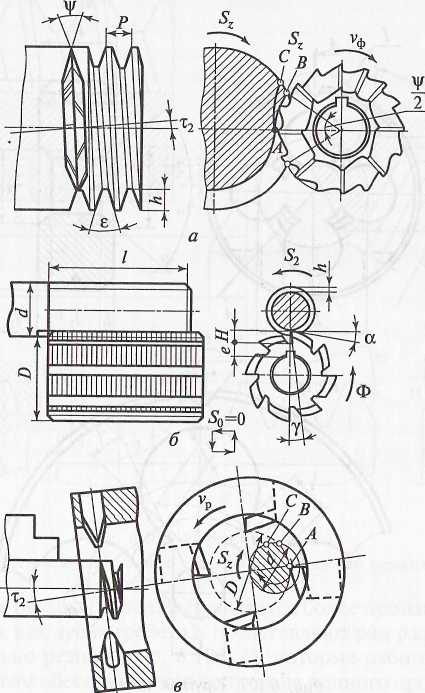

Рис. 6.108. Резьбофрезерование: а —дисковой фрезой; б — гребенчатой фрезой; в — вихревой резцовой головкой
профилю нарезаемой резьбы. По отношению к заготовке они устанавливаются под углом τ2 (рис. 6.108, а), соответствующим углу подъема нарезаемой резьбы. Нарезание резьбы происходит за один проход. После настройки фрезы на глубину профиля резьбы h осуществляются следующие движения: главное — быстрое вращение фрезы vф, вспомогательное — медленное вращение заготовки (круговая подача Sz) и продольное перемещение фрезы или заготовки на шаг Р или ход резьбы Sp. Каждый зуб фрезы срезает элемент ABC, в котором ВС = Sz — круговая подача заготовки на один зуб фрезы.
252
Гребенчатые резьбонарезные фрезы (рис. 6.108, б) представляют собой затылованную фрезу с кольцевыми канавками, соответствующими профилю резьбы. Стружечные канавки бывают винтовыми или прямыми. Длина фрезы должна быть на два-три шага больше длины нарезаемой заготовки. Нарезание как наружных, так и внутренних резьб осуществляется из-за радиальной врезной подачи на полную глубину профиля h с одновременным осевым перемещением фрезы на величину Sо= Р за время, несколько большее одного оборота заготовки и осевого движения на один шаг. После нарезания производится быстрый отвод фрезы в исходное положение.
Вращающаяся, или вихревая, резцовая головка (обычно четырех-резцовая, рис. 6.108, в) устанавливается на суппорте токарно-винторезного станка (имея вращение от отдельного привода) асимметрично по отношению к оси заготовки, которая крепится в центрах. Скорость вращения головки намного превышает скорость вращения заготовки и составляет 200...300 м/мин. Поэтому вихревое нарезание резьбы относится к скоростным методам получения резьб. При соприкосновении с заготовкой резцы снимают серпообразную стружку. В головках обычно применяют резцы, оснащенные твердым сплавом. Круговые подачи на один резец головки составляют от 1,2 до 0,4 мм, и выбор их величины зависит от твердости обрабатываемого материала. Величину этой подачи следует уменьшать с возрастанием твердости материала заготовки. Ось головки, как и у дисковой резьбонарезной фрезы, наклонена к оси вращения нарезаемой детали на угол подъема резьбы %2.
Несмотря на более высокую производительность резьбонарезания фрезами и резцовыми головками, точность получаемых резьб несколько ниже, чем при обработке резцами, и находится в пределах не ныше 6Н— 7Н степеней точности.
Скорость резания при всех видах резьбофрезерования рассчитывают также, как и при фрезеровании. Глубина резания равна высоте профиля резьбы h. Подача на один оборот заготовки Sо равна шагу резьбы Р, а подача на один резец головки Sz равна круговой подаче заготовки. Круговая подача Sz нa один зуб фрезы (один резец головки) равна длине дуги ВС по наружному диаметру резьбы заготовки за один срез [78].
К резьбофрезерованию можно отнести нарезание резьбы резьбонарезными головками. Резьбонарезные головки — это сборные РИ, оснащенные комплектом круглых гребенок (рис. 6.109, а) или плоских плашек (рис. 6.109, б, в). По расположению плашек относительно обрабатываемой детали головки разделяются на радиальные (рис. 6.109, а, в) и тангенциальные (рис. 6.109, б).
253
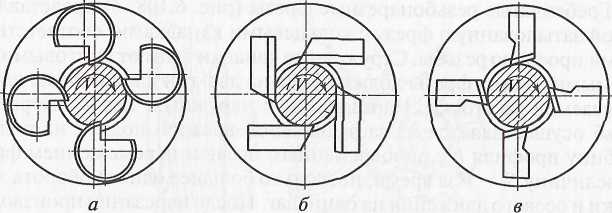

Рис. 6.109. Схема работы резьбонарезных головок:
а — с круглыми гребенками;
б— с плоскими тангенциальными плашками; в — с плоскими радиальными плашками
По кинематике резания головки подразделяются на вращающиеся для токарных полуавтоматов и невращающиеся — для револьверных и резьбонарезных станков.