

6 .10.7. Метчики специальных конструкций
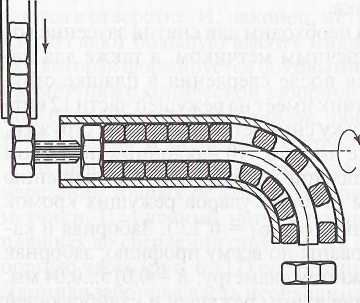
К метчикам специальных конструкций относят гаечные метчики с изогнутым хвостовиком, которые применяют на специальных гайконарезных автоматах и специализированных станках. На рис. 6.119 показана схема работы гаечного метчика с изогнутым хвостовиком. Метчик не требует периодического снятия гаек с хвостовика (что необходимо при работе гаечных метчиков с прямыми хвостовиками), так как гайки, резьба в которых нарезается самозатягиванием, продвигаются по хвостовику непрерывно.
Из всех видов РИ метчики при эксплуатации имеют большее число поломок. Это связано, во-первых, с невозможностью существенного увеличения жесткости и прочности поперечного сечения из-за диаметральных ограничений. Во-вторых, при нарезании резьбы варьировать можно только скорость резания; подача равна шагу резьбы, а глубина резания связана с высотой профиля резьбы. Кроме того, при резании труднообрабатываемых вязких материалов наблюдается схватывание и защемление зубьев метчиков. Имеет место брекетирование стружки в стружечных канавках, что также ведет к поломке метчиков. В связи с этим применяют различные конструкции метчиков, относящихся к категории специальных.
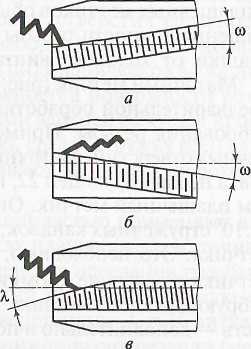
В частности, для улучшения отвода стружки метчики изготавливают с наклонными канавками, которые могут быть левого (для сквозных отверстий) и правого (для глухих отверстий) направлений

(ω= 10... 16°) при нарезании правой резьбы (рис. 6.120, а, б). У метчиков с прямыми канавками при нарезании резьбы в сквозных отверстиях переднюю поверхность подтачивают под углом λ = 1... 10° (рис. 6.120, в)
Рис. 6.121. Метчик с укороченными канавками
При нарезании резьбы в сквозных отверстиях в вязких материалах применяют метчики с укороченными канавками; иногда их называют бесканавочными (рис. 6.121). Для образования режущих кромок на
длине lк, равной удвоенной длине заборной части, делают 2...3 канавки, составляющие с осью угол 10... 12°. Остальная часть метчика (калибрующая) не имеет канавок. Иногда для удаления в процессе резания заусенцев и зачистки резьбы абразивным кругом прорезают узкие неглубокие пазы, являющиеся продолжением укороченных канавок.
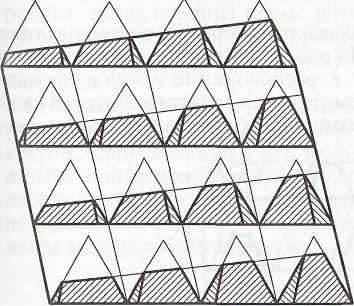
Метчики с альтернативным зубом применяют при нарезании резьбы в труднообрабатываемых материалах. Одна из боковых поверхностей зуба срезается, у следующего по витку зуба срезается другая сторона и т. д. Схема развертки метчика с цилиндрической заборной частью, имеющего альтернативный зуб, показана на рис. 6.122. При образовании таких зубьев снимается слой металла клиновидной формы, т. е. осуществляется косой срез. Схема резания в этом случае имеет вид, показанный на рис. 6.123.
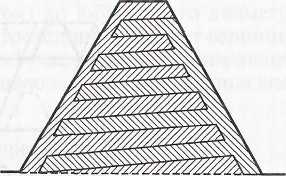
У метчиков с конической заборной частью производят прямой срез (рис. 6.124); схема резания — на рис. 6.125.
270
Рис. 6.120. Метчики, обеспечивающие лучший отвод стружки
Рис. 6.122. Альтернативные зубья метчика с цилиндрической заборной частью
Рис. 6.123. Схема резания для метчика, показанного на рис. 6.122
271


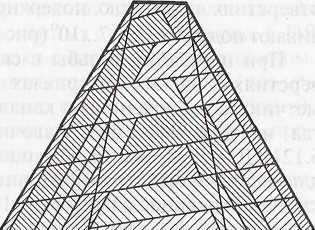
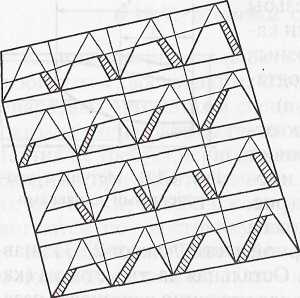
Рис. 6.125. Схема резания для метчика, показанного на рис. 6.124
Рис. 6.124. Альтернативные зубья
метчика с конической заборной
частью
Таким срезанием боковых сторон зубьев достигается следующее (на примере метчиков с конической заборной частью). Во-первых, уменьшается ширина стружки, снимаемой каждым зубом, но при этом удваивается толщина стружки, снимаемой несрезанной стороной зуба; в итоге уменьшаются усилия резания. Во-вторых, уменьшенная длина контактных трущихся поверхностей приводит к снижению сил трения и тепловыделения. Кроме того, работа двумя режущими кромками вместо трех уменьшает возможность защемления зубьев в вязком обрабатываемом материале. Эти преимущества в большей мере сказываются на работе метчиков с конической заборной частью.

Рис. 6.126. Схема метчика с прерывной резьбой
При нарезании резьбы в особо вязких материалах рекомендуются метчики с прерывной резьбой. На рис. 6.126 показана первая схема срезания зубьев от пера к перу, т. е. расположение зубьев в шахматном порядке, а на рис. 6.127 — схема резания для этого случая. В каждый рассматриваемый момент резания в работе участвует в два раза
272
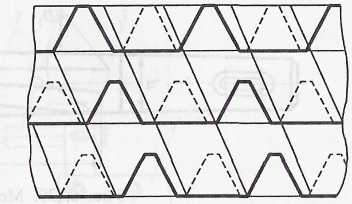
Рис. 6.127. Схема резания метчиком с прерывной резьбой
Рис. 6.128. Вторая схема метчика с прерывной резьбой
меньшее число зубьев по сравнению с метчиком обычной конструкции. В этом случае при одной и той же площади срезаемого слоя будет в два раза меньшая ширина стружки при двойной ее толщине. Это приведет, как при работе метчиков с альтернативным зубом, к снижению усилий резания и тепловыделения, а также уменьшению вероятности защемления зубьев.
У метчиков с мелким шагом резьбы шахматное расположение зубьев делают на всей длине рабочей части; у метчиков со средним и крупным шагами — только на калибрующей части (если зубья срезать и на заборной части, то ухудшатся условия врезания метчика в отверстие). Шахматное расположение зубьев предпочтительно для метчиков с нечетным числом перьев (см. рис. 6.126), так как при четном их количестве некоторым зубьям приходится снимать не удвоенную, а утроенную толщину стружки из-за того, что некоторые пары по виткам зубьев будут или срезанными, или нет.
На рис. 6.128 показана вторая схема образования прерывной резьбы, когда срезаны целые витки через виток. Срезание витков производят только на калибрующей части, поскольку при срезании их и на заборной части на некоторые зубья приходится значительная нагрузка.
Большее распространение имеет первая схема. Срезание зубьев (или витков) производят на закаленных метчиках шлифовальным кругом, причем срезают зуб (или виток) до внутреннего диаметра резьбы, или оставляя гребешок 0,15/г. Последний зачищает вершины нарезанной резьбы; кроме того, в этом случае возможно применение шлифовальных кругов, имеющих меньшую высоту, чем ширина впадины между зубьями резьбы.