

6 .8.3. Равномерность фрезерования. Встречное и попутное фрезерование
Чтобы увеличить плавность и равномерность работы цилиндрической фрезы, режущие кромки ее зубьев располагают по винтовым линиям. При работе фрезами с винтовыми зубьями можно подобрать такие условия, при которых суммарное сечение среза для всех зубьев, работающих в данный момент времени, будет постоянным. В этом случае и достигается равномерность фрезерования.
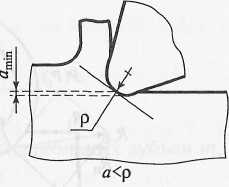
Цилиндрическое и торцовое фрезерование может быть встречным (против подачи) и попутным (по подаче). При встречном фрезеровании (рис. 6.71, а) направления вращения фрезы и подачи не совпадают, а толщина среза а изменяется от нуля до аmaxх. При этом зубья фрезы, действуя на заготовку, как бы «отрывают» ее от стола станка и вызывают вибрации системы СПИЗ, что повышает шероховатость обработанной поверхности. Кроме того, каждый последующий зуб работает по наклепанной поверхности, образованной предыдущим зубом, так как существует начальное скольжение зуба при а = 0. Скольжение зуба по обработанной поверхности будет происходить до тех пор, пока некоторая толщина среза ат\п (рис. 6.72) не станет больше радиуса округления режущей кромки (р к 6...30 мкм). Температура в зоне резания при этом резко возрастает. Это является одной из основных причин повышенного износа зубьев фрез.
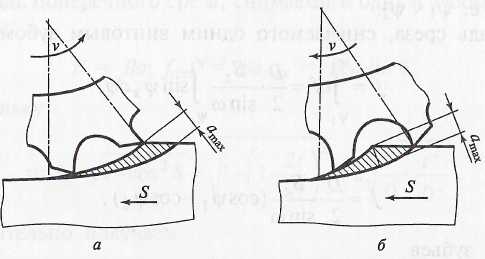
Рис. 6.71. Схемы фрезерования: а — встречного; б — попутного
При попутном фрезеровании (см. рис. 6.71, б) не наблюдается указанных недостатков. Силы резания прижимают заготовку к столу, а стол — к направляющим станины. Зуб фрезы начинает работу с максимальной толщины среза, а поэтому округление режущей кромки не оказывает столь значительного влияния на стойкость фрезы,
204
как при встречном фрезеровании. Попутное фрезерование имеет следующие преимущества по сравнению с встречным: 1) более высокую стойкость фрез, примерно до трех раз, особенно при малых значениях Sz; 2) меньшую шероховатость обработанной поверхности; 3) меньший расход мощности.
Рис. 6.72. Соотношение между толщиной срезаемого слоя и радиусом округления режущей кромки
Несмотря на указанные преимущества, попутное фрезерование применяется значительно реже, чем встречное. Объясняется это тем, что при встречном фрезеровании зазоры между ходовым винтом и гайкой стола станка выбираются в самом начале работы. При попутном фрезеровании при врезании зуба сила действует так, что способствует увеличению указанных зазоров. По мере выхода и входа каждого зуба фрезы стол станка рывками перемещается на величину зазора между ходовым винтом и гайкой и, если зазор велик, неизбежна поломка зубьев. Чтобы исключить это явление, прибегают к специальным конструкциям механизма подач стола, например ставят два винта и две гайки, применяют гидравлическую подачу, обеспечивают выборку зазоров «винт — гайка» с помощью грузов и т. д. На станках, которые не приспособлены к работе с попутным фрезерованием, применять его нельзя. Попутное фрезерование не может быть применимо и тогда, когда заготовки имеют твердую наружную корку, например литейную, так как она вызывает ускоренное затупление зубьев фрезы. В таком случае встречное фрезерование незаменимо из-за того, что корка выламывается изнутри [78].