

Резьб по гост 9150—81
Шаг резьбы р |
Диаметр резьбы (болта и гайки) |
|
Средний диаметр йъ Ог |
Внутренний диаметр duDt |
|
0,075 |
D- 1 + 0,951 |
D- 1 + 0,919 |
0,5 |
D-1 + 0,675 |
D-\ + 0,459 |
0,75 |
D- 1 + 0,513 |
D- 1 + 0,188 |
1 |
D- 1 + 0,350 |
D-2 + 0,917 |
1,25 |
D- 1 + 0,188 |
D-2 + 0,647 |
1,5 |
D- 1 + 0,026 |
D-2 + 0,376 |
1,75 |
D-2 + 0,863 |
D-2 + 0,106 |
2 |
D-2 + 0,701 |
D-Ъ + 0,835 |
2,5 |
D-2 + 0,376 |
D-Ъ + 0,294 |
3 |
D-2 + 0,051 |
D-\ + 0,752 |
3,5 |
D-Ъ + 0,727 |
D-A + 0,211 |
4 |
D - 3 + 0,402 |
D-5 + 0,670 |
4,5 |
D-Ъ + 0,077 |
D-5 + 0,129 |
5 |
D-4 + 0,752 |
D-6 + 0,387 |
5,5 |
D-A + 0,428 |
D - 6 + 0,046 |
6 |
D-4 + 0,103 |
D-1 + 0,505 |
Далее рассчитывают предельные размеры резьбы чистового метчика с учетом класса его точности. Средний диаметр наибольший
(6.204)
![]()
264
Наружный диаметр наименьший
![]()
Внутренний диаметр наибольший
![]()
(6.208) (6.209)
(6.210) (6.211)
(6.212)
Черновой метчик
Наружный диаметр наибольший
![]()
Наружный диаметр наименьший
![]()
где Т—допуск по АН.
где 71} —допуск по Л9.
Внутренний диаметр наибольший
![]()
![]()
Средний диаметр наименьший
![]()
Средний диаметр наибольший
Для трехкомплектных метчиков номинальные диаметры и предельные их размеры у чистового метчика рассчитывают также, как и в предыдущем случае, а для чернового и получистового метчиков последовательность расчета следующая.
Черновой метчик
Наружный диаметр наибольший
![]() (6.213)
(6.213)
Наружный диаметр наименьший
265
![]()
![]()
![]()
![]()
Средний диаметр наибольший
Средний диаметр наименьший
где Тх — допуск по Ю.
Внутренний диаметр наибольший
(6.214)
(6.215) (6.216)
(6.217)
Средний метчик
(6.218) (6.219)
(6.220) (6.221)
(6.222)
Наружный диаметр наибольший
![]()
Наружный диаметр наименьший
![]()
где Т— допуск по h\\.
Средний диаметр наибольший
![]()
![]()
где 7\ — допуск по Ю.
Внутренний диаметр наибольший
![]()
Средний диаметр наименьший
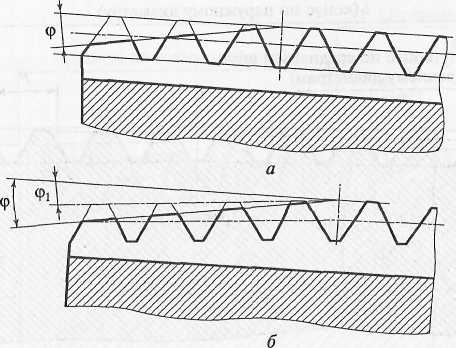
6.10.6. Метчики с цилиндрической и конической заборной частью
Заборная часть метчиков показана на рис. 6.115 (φ1— угол конуса, на котором нарезается резьба; φ — угол, на котором срезаются вершины). Вершины могут не срезаться; в этом случае φ1 = φ. В отличие от метчиков с цилиндрической заборной частью у метчиков с кониче-
266
Рис. 6.115. Цилиндрическая (а) и коническая (б) заборные части
ской заборной частью средний и внутренний диаметры резьбы на заборной части непрерывно изменяются.

Рис. 6.116. Схемы резания
На рис. 6.116 даны схемы резания при нарезании резьбы метчиком с цилиндрической (рис. 6.116, а) и с конической (рис. 6.116,б) заборной частью. При нарезании резьбы метчиком с цилиндрической заборной частью схема резания называется последовательной. В этом случае вначале срезаются широкие стружки, в дальнейшем ширина стружек уменьшается, т. е. первые зубья испытывают большие нагрузки. Схема резания (рис. 6.116, б) называется профильной, когда в работе участвуют три режущих кромки. В этом случае в начале работы в резании участвует наименьшая их общая длина, которая в дальнейшем возрастает. Первые зубья метчиков с конической заборной частью испытывают меньшие нагрузки.
267
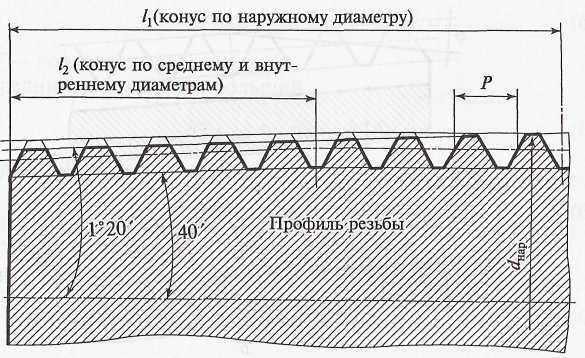

Рис. 6.117. Заборная часть плашечного метчика
Анализ работы метчиков с цилиндрической и конической заборной частью показывает следующее. Метчики с цилиндрической заборной частью более просты в изготовлении. Они работают без затылования по профилю заборной части; метчики с конической заборной частью требуют обязательного затылования заборной части по профилю резьбы. Метчики с цилиндрической заборной частью, работая только верхней режущей кромкой зуба, имеют общую меньшую длину режущих кромок, т. е. испытывают меньшие усилия резания по сравнению с метчиками с конической заборной частью. Однако они трудно врезаются в металл и начало резьбового отверстия часто получается разбитым; метчики с конической заборной частью легко врезаются в отверстие. И, наконец, метчики с цилиндрической заборной частью дают большую высоту микронеровностей поверхности резьбы, которая формируется боковыми точками верхней режущей кромки; метчики с конической заборной частью, срезая стружку всей длиной боковых режущих кромок, обеспечивают меньшую шероховатость резьбы и большую ее точность.
В целом метчики с конической заборной частью применяют для нарезания точных резьб. Примером служат плашечные и маточные метчики. Плашечный метчик предназначен для нарезания резьбы в плашках до сверления стружечных отверстий. Он имеет длинную заборную часть (рис. 6.117) со срезанными вершинами; l1 = 16 виткам. Длинная заборная часть необходима для снижения сил резания (метчик нарезает резьбу в прочной инструментальной стали), повышения стойкости метчика и точности нарезанной резьбы. Калибрующая
268

Рис. 6.118. Профиль маточного метчика
часть имеет также значительную длину l- l1 = 30 витков, что связано с быстрым износом первых колибрующих зубьев и необходимостью иосполнения их следующими зубьями. Наружный, средний и внутренний диаметры калибрующей части на сотые доли миллиметра меньше соответствующих диаметров маточного метчика. Плашечный метчик чатылован по профилю; ^=0,03...0,06 мм. Режущая часть имеет допол-11 ительное затылование по наружному диаметру в пределах 0,15... 1,1 мм. У плашечных метчиков обычно четыре стружечные канавки. Для повышения точности резьбы при нарезании рекомендуется вращение плашки от ходового винта станка.
Маточный метчик (рис. 6.118) необходим для снятия заусенцев от предварительной обработки плашечным метчиком, а также для калибрования резьбы. Применяется после сверления в плашке стружечных отверстий. Маточный метчик имеет на режущей части квитков, а на калибрующей 22, поскольку снимает более тонкие стружки, чем плашечный метчик. Он также имеет 6... 10 наклонных под углом 8... 10° стружечных канавок, направление которых обратно вращению метчика. Это необходимо, чтобы не было ударов режущих кромок метчика о режущие кромки плашки (q> = cpi = 0°12'). Заборная и калибрующая части метчика затылованы по всему профилю; заборная часть — дополнительно и по наружному диаметру; К= 0,015. ..0,04 мм. Маточные метчики имеют меньшие длины режущей и калибрующей частей по сравнению с плашечными метчиками, поскольку снимают минимальные припуски и изнашиваются менее интенсивно.
269