

6.10.2. Нарезание резьбы резцами, гребенками и круглыми плашками
Нарезание резьбы резцами производится в несколько проходов, причем последовательность снятия стружки может быть двоякой. В первом случае резец совершает следующие движения (рис. 6.106, а): I — радиальное Sр на глубину резания; II — рабочий ход вдоль оси заготовки со снятием стружки; III — быстрый радиальный отвод; IV— быстрый обратный ход резца в исходное положение. При таком цикле нарезания резьбы во время рабочего хода обе режущие кромки зуба срезают одновременно симметричные стружки.
Во втором случае (рис. 6.106, в) при нарезании метрических резьб верхние салазки суппорта устанавливают под углом 60° к оси нарезаемой детали. После каждого очередного прохода головку суппорта перемещают вперед. При таком методе в работе участвует только одна режущая кромка. Чтобы избежать работы правой режущей кромки, угол при вершине резца должен быть меньше 60°, а левую кромку поворачивают точно на угол 30°. При этом правая режущая кромка составляет небольшой угол с уже нарезанной правой стороной резьбы.
Второй метод нарезания резьбы имеет преимущества по сравнению с первым, так как в этом случае передняя поверхность резца может быть повернута, т. е. может не совпадать с горизонтальной плоскостью, как это требуется для резцов, работающих по первому методу. Однако в конце нарезания резьбы должен производиться чистовой проход по первому методу. Многопроходность при нарезании резьб резцами делает этот способ непроизводительным. Кроме того, сложной является точная установка резца на суппорте, в результате чего увеличивается вспомогательное время.
249


90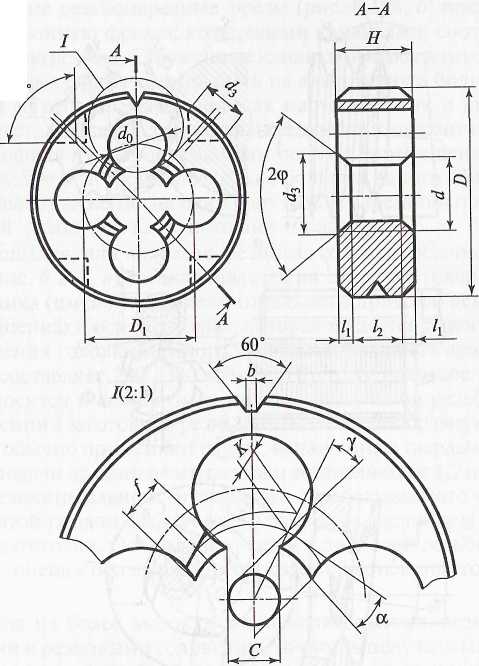
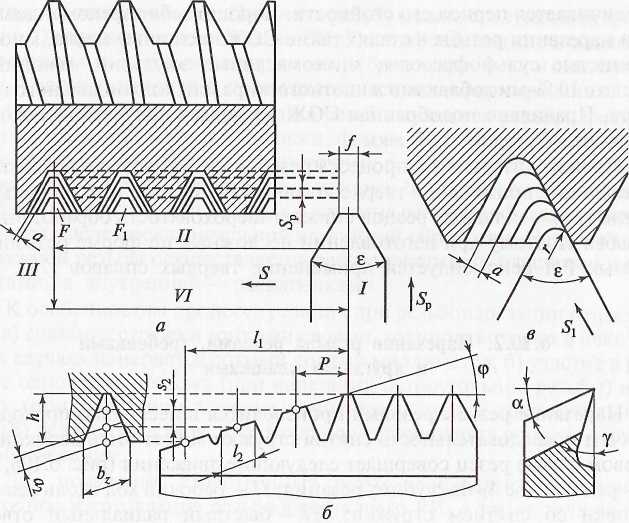
Рис. 6.106. Нарезание резьбы: а, в—резцом, соответственно, по двух-и односторонней схемам резания; б— гребенкой
Нарезание резьбы гребенками является более производительным способом, так как зубья гребенки представляют ряд расположенных последовательно резцов (рис. 6.106, б), которые работают одновременно. При этом обеспечивается получение полного профиля резьбы за один-два прохода. Рабочая часть гребенки состоит из режущей l1 и калибрующей частей. Зубья режущей части срезаны под углом φ и снимают основную часть припуска. Калибрующие зубья имеют полный профиль и зачищают резьбу. Недостатком нарезания резьб гребенками является получение менее точной и чистой резьбы по сравнению с нарезанием резцом, а сбег резьбы на нарезанной детали равен длине заборной части гребенки, что не всегда допустимо.
Нарезание резьбы плашками может осуществляться вручную и на станках. Передний угол зубьев плашки γ (рис. 6.107) выбирается в зависимости от свойств обрабатываемого материала и равен 10... 12°. Задний угол α образуется путем затылования только по наружному диаметру заборной части. Величина его составляет 6...9°. Угол конуса заборной части 2φ принимается равным 50°. К недостаткам нарезания
Рис. 6.107. Круглая плашка
резьбы плашками относятся низкая производительность и невысокое качество нарезанной резьбы. Низкие допустимые скорости резания при работе плашками обусловлены плохим теплоотводом узких гребенок. Средний период стойкости для плашек составляет около 90 мин. Допустимый износ по задним поверхностям hз = 0,1d 0,5 [78].