

6.10.8. Метчики-протяжки
В современном машиностроении, кроме обычных гаек с крепежной резьбой, применяется много видов деталей с внутренней резьбой различных профилей и с различной длиной нарезанной части. Серь-
273
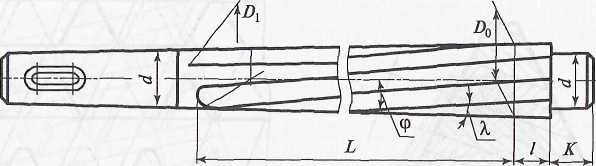


Рис. 6.129. Метчик-протяжка
езные затруднения вызывает нарезание специальных гаек с отверстиями большой длины при сравнительно малом диаметре, а также гаек с многоходовой трапецеидальной, ленточной или метрической резьбой.
Для повышения производительности труда и получения качественной резьбы в таких деталях токарем-новатором московского завода «Знамя труда» Б.Ф. Даниловым предложен и внедрен новый инструмент — метчик-протяжка. Этот инструмент (рис. 6.129) позволяет нарезать внутреннюю резьбу любого профиля с любым числом заходов при большой длине. Производительность труда при нарезании резьбы метчиком-протяжкой повышается в 5... 10 раз по сравнению с обычными способами нарезания резьбы токарным резцом. Например, для нарезания резцом трехходовой гайки необходимо сделать до сотни рабочих ходов резцом, а для метчика-протяжки нужен всего один ход.
Основные особенности метчика-протяжки:
а) расположение хвостовика впереди рабочей части, что обеспе чивает работу РИ на растяжение в отличие от обычных метчиков, ра ботающих на сжатие;
б) выполнение рабочей части в виде конической резьбы по всей его длине;
в) выполнение зуба метчика-протяжки без затылования по сред нему диаметру с уменьшенной шириной профильной части по на ружной поверхности и с двойной заточкой задней поверхности.
Кроме того, к конструктивным особенностям относится следующее. На метчиках-протяжках продольные канавки делают спиральными, что по сравнению с канавками прямыми облегчает процесс резания и одновременно увеличивает стойкость РИ против поломок. Угол подъема спирали выбирают соответственно углу подъема винтовой линии резьбы и ее направлению. Для правой резьбы направление спирали канавок принимают левое, а для левой резьбы — правое (λ — угол подъема спирали). Зубья метчика-протяжки, имея постепенное нарастание размера среднего диаметра, последовательно ви-
274

Рис. 6.130. Схема работы метчика-протяжки
ток за витком зачищают стороны резьбы и она получается чистой и точной по профилю.
Наибольшая длина метчика-протяжки не должна превышать 550 мм, а длина нарезанной части — не более 400 мм, так как эти величины являются предельными для большинства резьбошлифовальных станков. Число перьев — 3...4 для диаметров до 32 мм и 5...8 для диаметров больше 32 мм. Метчик-протяжку можно использовать на любом универсальном токарном станке, имеющем минимальное число оборотов — 18...40 в минуту, с тем чтобы скорость резания не превышала 2...3 м/мин. Для нарезания резьбы расточенную по внутреннему диаметру деталь 1 (рис. 6.130) надевают на хвостовик метчика-протяжки 2. Хвостовик вставляют в отверстие державки 3, установленной в резцедержателе станка 4, и крепят клином. Предварительно отверстие державки устанавливают по линии центров станка. Движением продольного суппорта метчик-протяжку с надетой деталью вводят в отверстие шпинделя между раскрытыми кулачками патрона. Выбирают величину продольной подачи, точно соответствующей шагу заданной резьбы, и соединяют суппорт с ходовым винтом маточной гайкой. При нарезании правой резьбы станку дают обратный ход на 1/3... 1/2 оборота для создания натяга, после чего станок останавливают и деталь зажимают кулачками патрона; далее шпиндель cтанка включают на обратный ход. Вращение детали в сочетании с продольным перемещением метчика-протяжки обеспечивает нарезание резьбы.
Для нарезания резьбы в деталях из труднообрабатываемых материалов (в частности, жаропрочных и нержавеющих сталей) применяют особую конструкцию метчика-протяжки с четырьмя резьбовыми участками, имеющими заборный конус (рис. 6.131).
275
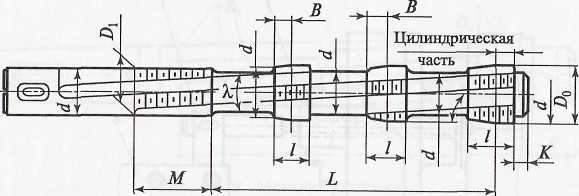
Рис. 6.131. Метчик-протяжка для нарезания резьбы в труднообрабатываемых материалах
Наличие проточек на метчике-протяжке и заборного конуса на каждом из резьбовых участков облегчает резание вязких материалов, создает лучшие условия для выхода стружки, снижает трение на резьбовой поверхности и тем самым значительно разгружает метчик. Заборный конус делается с таким расчетом, чтобы его начало совпадало с наружным диаметром последних зубьев метчика, уже прошедших сквозь деталь. Последний режущий участок метчика-протяжки цилиндрический, он имеет калибрующие зубья, создающие полный размер резьбы детали.