

Контроль покрытий
Контроль покрытий заключается в осмотре внешнего вида поверхности детали, в сравнении ее с эталоном. Эластичность оксидных пленок проверяют изгибом, при котором не должно образовываться трещин. Прочность сцепления покрытия с основным металлом проверяют выборочно методом перпендикулярных царапин,для чего стальным острием наносят две или четыре взаимно перпендикулярные царапины. При отсутствии отслаивания прочность сцепления считается достаточной.
Толщина оксидной пленки может быть измерена различными способами: наиболее производительные способы - магнитный к электрический (сопротивление пленки).
Лакокрасочные работы
Лакокрасочные материалы выбираются в зависимости от условий эксплуатации, назначения, цвета.
Гладкую черную поверхность образуют глифталевая эмаль ПФ-28, нитролак МВ-6 и масляно-фенольная эмаль ФЛ-76. Для создания узорно-декоративной поверхности чаще других используется молотковая эмаль МЛ-25, реже - черная эмаль МА-224Т «Муар». Литые алюминиевые и магниевые детали покрывают эмалью ВЛ-725. В последнее время широко применяют эмали, защищающие-металлы от атмосферной коррозии - это эпоксидная эмаль ЭП-51 черного и защитного цветов и перхлорвиниловые ХВ-124 и ХВ-125.
Нанесение лакокрасочных покрытий производят различными, способами: окунанием, распылением и т. д.
Способ окунания применяется для деталей, имеющих обтекаемую форму.
Нанесение красок распылением осуществляется в распылительных камерах, оборудованных вытяжной вентиляцией и краскораспылительными пистолетами. Недостатком способа является большая непроизводительная потеря краски (до 60÷70%).
Лучшее качество покрытий обеспечивает метод струйного облива деталей. Он применим для изделий любой конфигурации и легко поддается автоматизации. Установка для струйного облива представляет собой туннель, внутри которого расположены две зоны: зона струйного облива с трубами для подачи краски и зона выдержки изделий в атмосфере паров растворителей. Детали, подлежащие окраске, поступают в туннель при помощи транспортера.
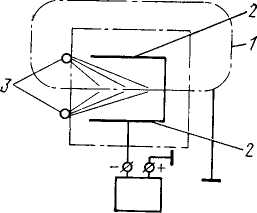
Одним из наиболее совершенных методов является окраска в электрическом поле с воздушным распылением краски. Отрицательный потенциал подают на коронирующий электрод, а положительный — на окрашиваемое изделие. Разряд, возникающий между электродами 2 и заземленным изделием 1, ионизирует молекулы воздуха, находящиеся в электрическом поле. В образующееся в камере электростатическое поле направляется от распылителя 3 струя тонкораспыленной краски, частицы которой заряжаются в электрическом поле и движутся по его силовым линиям к окрашиваемому изделию. При этом способе повышается качество окраски, повышается производительность труда и сокращается расход краски. Процесс может быть полностью автоматизирован.
Одна из разновидностей окраски в электростатическом поле высокого напряжения - это электрофорез. Исходный материал покрытия в виде твердых частиц суспензии, красок или лаков выделяется из них под действием электрического поля и осаждается на поверхности детали.
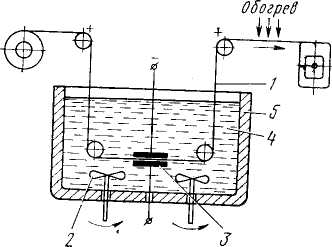
1—лента
2—мешалки
3—электроды
4— суспензия
5—ванна
Например, для изолирования электротехнической стали применяется суспензия кремниевой кислоты (H2Si03) в ацетоне. Перемещающаяся стальная лента соединена с положительным полюсом источника питания; суспензия через корпус ванны или специальные электроды соединена с отрицательным полюсом. Отрицательно заряженные частицы покрытия под действием электрического поля оседают на ленте. В процессе последующего нагревания происходит полимеризация пленки и испарение летучей части суспензии. Покрытия при электрофорезе получаются гладкими, равномерными и малопористыми. Толщину покрытия регулируют плотностью тока и скоростью перемещении покрываемой ленты.
Широко распространенным методом нанесения покрытий является метод вихревого напыления пластмассами. Порошок из полимерных материалов (эпоксидная смола, полиэтилен) насыпают на мелкопористую перегородку, отделяющую покрываемое изделие от форсунок, из которых поступает сжатый воздух или инертный газ. В замкнутом сосуде (камере) порошок переходит во взвешенное состояние, образуя вихри. Изделие предварительно нагревают до температуры на 20÷50° С выше температуры плавления порошка, при этом частицы порошка, равномерно покрывающего поверхность, оплавляются, образуя устойчивую полимеризационную пленку. Метод покрытий прост; получаемая пленка непориста и поэтому лучше лаковой. Он используется для образования изолировочных, а также для антикоррозионных и декоративных покрытий.
Электростатические методы нанесения покрытий, вихревое напыление пластмассами сопровождаются одновременной сушкой. В остальных случаях сушку производят в конвекционных, терморадиационных (отражательных) и высокочастотных сушильных устройствах (шкафах).
Контроль качества лакокрасочных покрытий включает проверку прочности сцепления и толщины покрытия. Прочность сцепления проверяется надрезом пленки, а толщина - специальным прибором ТЛКП с индикатором. В массовом и крупносерийном производстве толщина покрытия определяется более производительными магнитным и оптическим методами.