

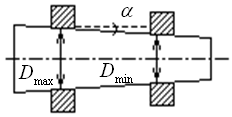
Установка отверстия на коническую оправку
Отличием данной схемы установки является то, что положение центра детали при изменении установочного размера в пределах допуска не изменяется, то есть всегда находится вдоль оси поправки.
![]()
Иными словами погрешность центра равна нулю. Но при изменении размера появляется неопределённость положения детали вдоль оси оправки. Конусность оправки определяется углом . Данная схема относительно простая и надёжная. Она применяется для изготовления (или при контроле) точных деталей. Конусность оправки определяется как 0,001÷0,003мм и обеспечивает надёжное закрепление детали без применения дополнительных устройств только за счёт упругой деформации детали и оправки.
Рассмотренные способы установки позволяют сделать следующие выводы:
Схема (способ) установки детали в приспособлении полностью зависит от системы заданных координатных размеров, а также геометрии формы и точности установочных баз.
Для установки деталей следует использовать наиболее простые схемы с фиксацией минимально необходимого числа степеней свободы.
Для установки деталей необходимо применять наиболее простые схемы с использованием нормализованных установочных элементов (призмы, опорные пальцы и т.д.).
При разработке схемы установки необходимо по возможности исключить дублирование функций установки (базирования).
════════════════════════════════════
Погрешность закрепления детали
Погрешность закрепления – это погрешность, определяемая разностью предельных расстояний от измерительной базы до настроенного на размер инструмента, измеренная в направлении действия усилия закрепления Q.
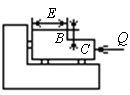
Разность предельных расстояний возникает за счёт контактных деформаций поверхности заготовки в зоне контакта её с установочным элементом. То есть, на данном рисунке погрешность закрепления будет иметь место при выполнении размеров С и Е, и равна нулю при обеспечении размера В. Изменение поверхности возникает при контакте, меняются предельные размеры.
В частном случае величина деформации определяется как
y=CQn, где
С – коэффициент, зависящий от вида контакта, материала заготовки, шероховатости и структуры его поверхностного слоя
Q – действующая сила
n – коэффициент, причём 0,3<n<0,5.
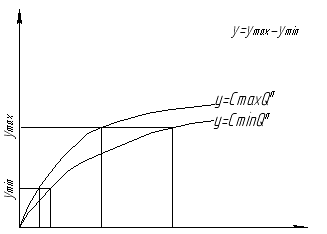
В общем случае, величина деформации рассчитывается так:
y=![]()
где y1=Cmin(Qmaxn-Qminn)
y2=Qnmax(Сmaxn-Сminn)
Эти выражения показывают, что при обработке партии заготовок величина С может изменяться, кроме того, может изменяться и Q. Поэтому для снижения погрешности закрепления применяются быстродействующие электромеханические устройства закрепления, исключающие участие рабочего при установке.
Зная погрешность базирования, погрешность закрепления и погрешность, определяемую положением детали в приспособлении, можно определить погрешность установки
![]()
Как уже говорилось выше, погрешность базирования Пб при правильно выбранной базе (при соблюдении принципа совмещения баз) равна нулю.
Пз – погрешность закрепления
Ппр – погрешность приспособления
![]()
Пуст – погрешность установки (точность сборки, установки элементов)
Пи – погрешность, обусловленная износом (уменьшается за счет упрочнения, менее 0,015)
Пс – погрешность расположения приспособления на станке