

Центробежное литье
Литейная форма должна вращаться при подаче в нее расплавленного материала, который под действием центробежных сил прижимается к стенкам формы, а значит, она должна иметь осью своего вращения ось симметрии будущей отливки. Центробежные силы способствуют уплотнению материала отливки, снижая риск получения брака в виде пористости и раковин. Эта технология позволяет получать многослойные отливки из различных материалов. Существуют и другие способы литья, например, непрерывно-циклическое литьё "намораживанием".
Непрерывно-циклическое литьё намораживанием
Этот вид литья представлен на рисунке
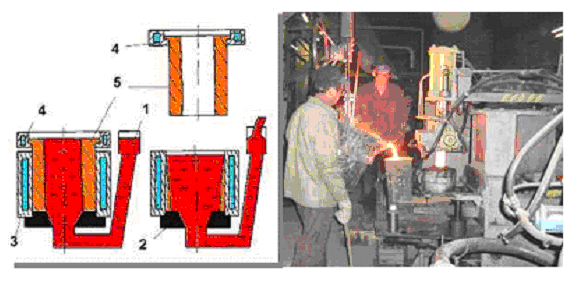
Непрерывное - циклическое литье намораживанием.
1- заливочная чаша; 2- соединительный элемент; 3- неподвижный кристаллизатор; 4 – подвижный кристаллизатор.
Данная технология предназначена для получения полых цилиндрических литых заготовок мерной длины из специальных износостойких чугунов (СЧ - серого с пластинчатым графитом; ВЧШГ - высокопрочного с шаровидным графитом; БВХЧ - белого высокохромистого с карбидами тригонального типа), а также бронз. Она позволяет в непрерывно-циклическом режиме получать отливки с заранее заданными структурой и физико-механическими свойствами за счет направленного затвердевания и термообработки, объединенных в единый технологический процесс. Процесс литья включает заполнение стального водоохлаждаемого кристаллизатора расплавленным металлом снизу, выдержку для формирования отливки и ее извлечение из кристаллизатора вверх с одновременным доливанием новой порции расплава. Подача металла в кристаллизатор производится с использованием разового металлопровода, футерованного огнеупорным материалом. Процесс выполняется в непрерывно-циклическом режиме, темп которого задается скоростью затвердевания в кристаллизаторе отливки требуемой толщины. Полуавтоматическая литейная установка позволяет в непрерывном режиме разливать без переналадки до 2500 кг металла.
Сведем в сравнительную таблицу основные методы литья:
Метод литья |
Общая характеристика, область применения |
Материалы отливок |
Отличительные особенности |
Точность отливки |
Шероховатость поверхности, мкм |
Тип производства |
ПГФ |
Получение средних и крупных отливок несложной конструкции. Простая технологическая оснастка, высокая трудоёмкость. |
Чугун, сталь цветные металлы |
Изготовление корпусных деталей. Минимальная толщина стенок:3-6 мм, минимальный диаметр отверстий: 6мм |
14-16 квалитет |
RZ=160 мкм и более |
Единичное и серийное |
Литьё по выплавляемым моделям |
Применяется при механизированном производстве небольших и средних отливок любой сложности с минимальной последующей обработкой. Модель разовая, изготавливается в прессформах из легкоплавкого материала (воск или стеарин), модель попеременно погружается в клеевой состав. |
Из труднообрабатываемых или дорогих материалов |
Метод позволяет обеспечить точную координацию размеров по всем направлениям, так как литейная форма не имеет плоскости разъёма |
8-11 квалитет |
RZ=40-10, причём шероховатость определяется размерами частиц кварцевого песка |
Во всех типах производства |
Литьё в металлические формы (кокили) |
Применяется при производстве набольших и средних отливок несложной формы, когда экономически целесообразно изготовление сложных дорогостоящих литейных форм, достаточно высокая производительность метода ввиду использования многоразовой металлической формы) |
Цветные и чёрные металлы |
Хорошая теплопроводность кокиля обеспечивает мелкозернистую структуру металлической отливки. Минимальная толщина стенок отливки: 1,5-2 мм; минимальный диаметр отверстия-5мм |
11-13 квалитет |
RZ=10-40 |
Серийное и массовое |
Литьё под давлением |
Метод используется для механизированного высокопроизводительного изготовления небольших отливок с минимальной трудоёмкостью и минимальной последующей обработкой, недостаток метода в усложнении и удорожании ввиду наличия системы подачи металла в форму (2 схемы – вертикальная система давления и горизонтальная) |
Сплавы цветных металлов с хорошими литейными свойствами и чёрные металлы |
Корпусные детали сложной формы с резьбами, толщина стенок выше 6ти мм, минимальный диаметр отверстия-2мм |
8-11 квалитеты |
RZ=10-20 |
Крупносерийное и массовое производство |
════════════════════════════════
Точность обработки и параметры шероховатости поверхностей, соответствующие различным видам обработки резанием.
(?????????? в часть механообработки?)
Вид обработки |
Квалитет |
Параметр шероховатости |
Класс шерохо-ватости |
||
RZ |
Ra |
||||
Обтачивание на токарном станке |
Черновое |
13-12 |
8-40 |
20-10 |
3 |
Черновое |
8-7 |
20-10 |
2,5 |
5 |
|
Тонкое точение |
7-6 |
6,3-3,2 |
1,25-0,63 |
7 |
|
Шлифование |
Черновое |
9-8 |
10-6,3 |
2,5-1,25 |
6 |
Чистовое |
7-6 |
1,6 |
0,32 |
8 |
|
Тонкое шлифование |
6-5 |
0,4 |
0,08 |
10 |
|
Притирка |
6-5 |
0,1 |
0,04-0,02 |
12 |
|
Подрезка торцевым резцом |
12-11 |
40-20 |
10-5 |
4 |
|
Сверление |
12-11 |
40-20 |
10-5 |
4 |
|
Зенкерование |
Черновое |
12-11 |
40-20 |
10-5 |
4 |
Чистовое |
10-9 |
10 |
2,5 |
5 |
|
Развёртывание |
Черновое |
9-8 |
10-6,3 |
2,5-1,25 |
6 |
Чистовое |
7-6 |
3,2-1,6 |
0,63-0,32 |
8 |
|
Тонкое развёртывание |
6 |
0,8 |
0,16 |
9 |
|
Фрезерование |
Черновое |
12-11 |
20 |
5 |
4 |
Чистовое |
11-9 |
10-6,3 |
2,5 |
5 |
|