

Строение и геометрия сверла
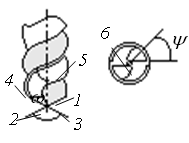
Передняя поверхность расположена внутри спиральной канавки для отвода стружки;
Задняя поверхность – коническая поверхность, ось которой располагается под углом к оси сверла;
Р
 ежущая
кромка;
ежущая
кромка;П
 рошлифованная
ленточка – вспомогательное лезвие для
центрирования сверла относительно
обрабатываемого отверстия;
рошлифованная
ленточка – вспомогательное лезвие для
центрирования сверла относительно
обрабатываемого отверстия;Спинка сверла – занижена относительно ленточки, что уменьшает трение сверла о стенки обрабатываемого отверстия;
Поперечное лезвие, расположенное под углом к режущей кромке.
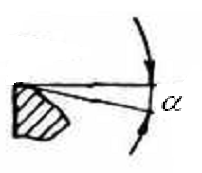
- угол при вершине. Режущие кромки располагаются под углом 2. Для обработки сталей, величина этого угла меняется от 118 до 120 градусов, для цветных сплавов – 130-140.
ψ – угол наклона поперечной режущей кромки, обычно составляет 40-50.
Чтобы исключить возможность защемления сверла в отверстии, направляющая (центрирующая) часть его выполняется с обратной конусностью, составляющую 0,01-0,1 мм на 10 мм длины сверла.
Винтовые канавки и ленточки расположены под углом к оси сверла. Для стандартных свёрел, значение этого угла лежит в диапазоне 2530.
Передний угол измеряется в плоскости нормальной к главной режущей кромке. Величина меняется вдоль режущей кромки: максимальная величина его на периферии, минимальная – в центре.
В крайних точках режущей кромки, где скорость максимальна, выделяется наибольшее количество тепла, поэтому, для увеличения теплоотдачи, задний угол делают тоже переменным: максимальный – в центре, минимальный – на периферии. Этим обеспечивают постоянство угла заострения.
Процесс стружкообразования усложняется тем, что угол резания поперечной кромки больше 90. Процесс её отвода усложняется трением стружки о поверхность винтовой канавки. Для облегчения процесса стружкообразования применяют различные способы затачивания сверла: подтачивают поперечную кромку, делают двойную заточку и т.д. Условия тепло- и стружкоотвода при увеличении глубины увеличиваются, соответственно становится труднее обеспечить режим работы. Считается оптимальным, когда глубина сверления превышает диаметр сверла менее чем в 10 раз.
Элементы режима резания при сверлении
Различают две схемы сверления:
Первая: главное движение резания (вращательное) задаётся инструменту. Ему же сообщается поступательное движение подачи. Данная схема характерна для станков сверлильной группы.
Вторая: главное движение резания сообщается заготовке, движение подачи – инструменту. Эта схема реализуется на станках токарной группы.
Глубина
резания при
сверлении
![]()
при
рассверливании
![]()
Скорость резания при сверлении – это окружная скорость наиболее удалённой от оси сверла точки режущей кромки.
![]()
![]()
Анализируя последнюю формулу, видно, что при заданном периоде стойкости увеличение подачи требует уменьшения скорости резания. Скорость при рассверливании
![]()

Основное (технологическое или машинное) время определяется как частное от деления расчётного пути на скорость относительного перемещения инструмента и заготовки
![]()
Lp=l+y+Δ - длина расчетного пути инструмента
y≈0,3d
Δ≈1..2 мм
n – число оборотов шпинделя
So – подача на оборот.
При сверлении равнодействующую сил сопротивления на режущих кромках можно различить на 3 составляющие:

Р1 – вертикальная составляющая, параллельная оси. Она совместно с осевой составляющей Ро, действующей на поперечной кромке, определяет осевую силу при сверлении, которая противодействует движению подачи. По её величине рассчитывают на прочность детали узла подачи сверлильного станка.
Р2 – горизонтальная составляющая, проходящая через ось сверла.
Р3 – составляющая, направленная по касательной к окружности, на которой располагается данная точка режущей кромки. Касательная составляющая является определяющей не только моменты, но и скорость обработки. Силы Р3, действующие на обеих режущих кромках, направлены навстречу друг другу и теоретически должны уравновеситься, однако вследствие неточности заточки сверла, неодинаковости длин кромок и величин , они не равны. Поэтому в реальных условиях всегда имеет место некоторая равнодействующая Р3, направленная в сторону большей составляющей. Под действием этой составляющей происходит разбивка отверстия, то есть его увеличение по сравнению с диаметром сверла. Разбивка отверстия приводит к появлению другой погрешности - увод сверла. Ось отверстия смещается относительно направления подачи. Это происходит вследствие того, что при увеличении диаметра отверстия вследствие разбивания ленточки перестают выполнять свои центрирующие функции. Разбивание отверстия и увод сверла всегда в той или иной степени присущи обработке отверстий двухлезвийным инструментом, каковым и является сверло.