

Полирование
Полирование — механическая обработка материалов с помощью мелких абразивов.
Полирование проводят с целью увеличения отражательной способности поверхности или придания ей металлического блеска. Для данного метода используют специальные полировальные круги (из фетра, кожи, войлока, сукна и т.д.), отличающиеся высокой эластичностью. На образующую поверхность круга наносится полировочная паста. Режим полирования определяется скоростью вращения полировального круга. Так для стали она составляет 35 м/мин.
Механическое полирование

Метод «пьяная бочка». Его используют для снятия заусенцев с готовых деталей. Механическое полирование может происходить за счёт постоянного механического контактирования деталей в специальном вращающемся барабане, либо за счёт контактирования их с рабочим материалом (стальные шарики, обломки абразивных кругов и т.п.) – происходит обламывание или сминание.
Тонкое точение
Позволяет получить Rа=0,250,08 и отличается высокой скоростью резания (8 м/мин), малыми подачами (0,010,05 мм/мин) и малыми глубинами резания.
Тонкое (алмазное) точение применяется главным образом для отделочной обработки деталей из цветных металлов и сплавов (бронзы, латуни, алюминиевых сплавов и т.д.).
Производительность обработки деталей при тонком точении выше, чем при шлифовании. В крупносерийном и массовом производстве для тонкого точения применяются специальные быстроходные станки, в наибольшей степени удовлетворяющие условиям обработки.
Обработка зубчатых поверхностей
В производстве используют два основных метода получения зубчатых поверхностей:
метод копирования
метод обкатки (огибания)
Метод копирования

При методе копирования в качестве рабочего инструмента применяют модульные фрезы, имеющие режущие зубья формы, соответствующей впадине нарезаемого зубчатого колеса. При фрезеровании используют следующие движения: движение резания сообщается фрезе, кроме того, ей сообщается также поступательное движение, обеспечивая фрезерование на всю ширину заготовки. Заготовке сообщается вращательное движение с поворотом на угол, соответствующий 1/Z, где Z – количество зубьев.
Недостатком метода является невысокая производительность и необходимость иметь набор фрез каждого модуля. Метод обычно применяется в единичном производстве и ремонтных работах.
Кроме профильных дисковых фрез применяют концевые, имеющие профиль впадины зуба.
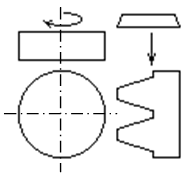
Метод обкатки
В![]() крупносерийном и массовом производстве
зубчатые колёса получают методом
огибания или обкатки. Его сущность
заключается в том, рабочему инструменту
и заготовке сообщается совокупность
движений, характерных для зацепления
какой-либо кинематической пары. Это
может быть зацепление
типа зубчатое колесо – шестерня, зубчатое
колесо – рейка, зубчатое колесо –
червяк.
крупносерийном и массовом производстве
зубчатые колёса получают методом
огибания или обкатки. Его сущность
заключается в том, рабочему инструменту
и заготовке сообщается совокупность
движений, характерных для зацепления
какой-либо кинематической пары. Это
может быть зацепление
типа зубчатое колесо – шестерня, зубчатое
колесо – рейка, зубчатое колесо –
червяк.
По первой схеме работает долбяк, выполняемый в виде зубчатого колеса с режущими кромками, зубья которого являются отдельными долбяками. Долбяку сообщается возвратно-поступательное движение.
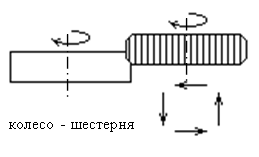
В червячно-модульном зацеплении в качестве инструмента выступает червячно-модульная фреза: червяк, по образующей которого проходят наклонные канавки, поверхности которых затылованы. Тем самым мы задаём задние и передние углы резания. При нарезании прямозубых колес фрезу поворачивают на угол наклона винта. Этот метод отличается высокой производительностью (непрерывное образование зубчатой поверхности) и точностью.
═══════════════════════════════════