Влияние режимов резания на шероховатость поверхности
Шероховатость поверхности зависит от метода обработки, режима обработки, геометрических параметров, качества поверхности, режущего инструмента, жесткости системы, применения СОЖ и т.д.
![]()
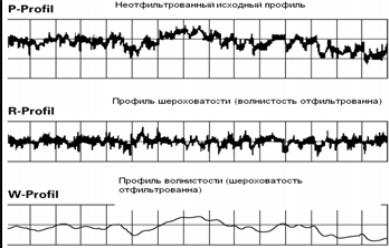
Rz – шероховатость поверхности
Rp – расчетная высота шероховатости – доля высоты параметра шероховатости, вычисленная по поперечной подаче
Rпл – доля высоты параметра шероховатости, полученная вследствие пластической деформации
Ry – доля высоты параметра шероховатости, связанная с упругим восстановлением после прохождения инструмента
Rл – доля высоты параметра шероховатости, обусловленная качеством лезвия инструмента
Rcm – доля высоты параметра шероховатости, получаемая вследствие повреждения поверхности при отхождении стружки
Rж – доля высоты параметра шероховатости, имеющаяся вследствии недостаточной жесткости системы
Скорость резания, за исключением процесса наростообразования, на шероховатость поверхности влияния не оказывает. Таким образом, для обеспечения заданного качества поверхности при обработке вязких материалов нужно работать в скоростях, исключающих диапазон наростообразования.
Глубина резания практически не влияет на шероховатость обработанной поверхности. Исключения составляют случаи малых глубин и образования корки на поверхности металла.
Следует отметить, что при обработке заготовок с литейной коркой увеличение глубины резания приводит к повышению качества обрабатываемой поверхности, так как глубина превышает толщину корки.
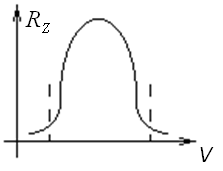
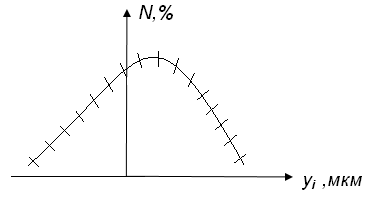
Подача. В основном, именно она определяет шероховатость поверхности. При этом наиболее ярко зависимость проявляется при обработке однолезвийным инструментом (1). При обработке многолезвийным инструментом зависимость неярко выражена (2).
Влияние технологических факторов на шероховатость поверхности
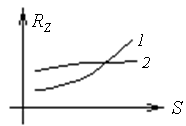
В общем случае, шероховатость поверхности определяется как след режущего инструмента
![]()
![]()
Поэтому шероховатость, а, следовательно, качество обработанной поверхности определяется геометрией режущего инструмента и качеством его режущих кромок. При этом наибольшее значение имеют углы в плане и радиус при вершине.
При обработке имеет место 2 вида шероховатости: поперечная, как след инструмента – в направлении движения подачи и продольная, как результат вибрации системы в процессе обработки – в направлении движения резания. Как правило, продольная шероховатость в 2-3 раза меньше, чем поперечная.
На шероховатость также влияет жёсткость технологической системы: чем больше податливость детали, тем больше шероховатость. Шероховатость во многом определяет эксплуатационные свойства изделия. Особенно проявляется её влияние при обеспечении жёсткости стыков, работе в условиях смазки и т.д.
Непараметрический подход к оценке и контролю микрогеометрической поверхности детали:
в качестве критериев используются графические изображения, функции, плотности распределений, углы наклона профилей либо сами профили или микротопографии поверхностей
нормированию подлежат конкретные функциональные связи, их представляют как значения шероховатости в виде стандартных номеров
при экспериментальном определении наилучшего микрорельефа для конкретного функционального свойства фиксируют технологию их получения
контроль микрогеометрии серийной продукции проводится наложением графического изображения функции контролиоруемой поверхности на эталонное изображение этой функции, профиля или микротопографии
Величина поля допуска меняется в зависимости от требований.
Если графическое изображение функции контролируемой поверхности не выходит за пределы поля допуска, значит его микрорельеф близок к оптимальному (эталонному). Современные программные средства позволяют в автоматическом режиме сравнивать и устанавливать степень различия не только сравниваемых графических изображений функций, но и самих профилей и даже микротопографий поверхностей. Непараметрический метод оценки и контроля микрогеометрии не только позволяет сравнительно просто решать задачи ее оптимизации для любого конкретного функционального свойства, но и более достоверно исследовать и устанавливать закономерности влияния микрогеометрии на эти свойства, и, что не менее важно, закономерности влияния различных факторов на формирование и изменение самой микрогеометрии. Достаточно сказать, что благодаря использованию непараметрических критериев оценки микрогеометрии поверхностей трения, удалось установить непрерывный, циклический характер ее изменения, вопреки укоренившемуся мнению о так называемой «равновесной», стабильной и независимой от исходного состояния микрогеометрии в парах трения-скольжения. Уже несколько десятилетий практически во всех странах мира стандартизованы методы оценки микрогеометрии поверхности по ее профилю. Профили поверхностей получают с помощью приборов так называемого «ощупывающего» типа, схема работы которых представлена на рисунке. Как видно из рисунка, тонко заостренная алмазная игла датчика «протаскивается» по поверхности, повторяя ее выступы и впадины.

Таким образом, мы получаем профиль поверхности, по которому судим о ее микрогеометрии. Из-за метрологических проблем отклонения реальной поверхности от идеальной приходиться искусственно делить на три категории: отклонения формы, волнистость и шероховатость. При измерении и контроле шероховатости длина ощупывания (профиля), в основном существенно меньше размеров всей поверхности, поэтому отклонения формы на коротких участках компенсируются установкой контролируемого участка поверхности в «горизонт» и фактически фиксируются шероховатостью на фоне волнистости.