

Выбор и назначение баз
Выбор баз определяет последовательность обработки заготовки, рациональность конструкции приспособления, достаточную точность и качество обрабатываемой поверхности, производительность и себестоимость выполняемых работ. В процессе разработки технологических процессов, решая вопросы выбора баз, необходимо стремиться к соблюдению принципов постоянства и совмещения баз.
Постоянство баз предусматривает выполнение всех технологических операций, при использовании в качестве технологических баз одних и тех же поверхностей. Каждая смена баз (использование другой поверхности) приводит к появлению погрешности установки, поэтому реализация этого принципа снижает погрешность взаимного расположения поверхностей и, как следствие, повышает возможную точность обработки. При обработке на многоцелевых агрегатных станках реализуется этот принцип.
Принцип совмещения баз предусматривает выполнение всех технологических операций, при использовании в качестве технологических баз поверхностей, являющихся конструкторскими и измерительными базами. Если это не предусмотрено конструкцией, совмещение делается искусственно. Несоблюдение этого принципа приводит к появлению погрешности базирования, которая равна допуску на размер, соединяющий на чертеже несовмещенные технологические и конструкторские базы.
Погрешность базирования определяется разностью предельных расстояний от измерительной базы до установленного на размер инструмента. Если по условиям обработки или контроля целесообразно в качестве технологических баз выбирать поверхности, не являющиеся конструкторскими и измерительными базами, необходимо произвести пересчёт баз.
Пересчёт баз
Пересчёт баз при их смене осуществляется с помощью размерного анализа и целью его является определение дополнительного технологического размера, определяющего возможность работы по настройке и позволяющего реализовать принцип совмещения баз.
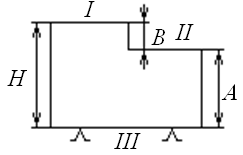
Порядок пересчёта рассмотрим на примере:
При обработке поверхности II заданы конструкторские размеры H и B. Поверхность I является конструкторской и измерительной базой для обработки поверхности II. Однако при работе по настройке в качестве технологической базы удобно использовать поверхность III и соответственно контроль точности обработки осуществить по некоторому технологическому размеру А. В этом случае размер В получится автоматически вследствие выполнения размеров Н и А. То есть конструкторский размер В будет являться замыкающим звеном размерной цепи, в которой в качестве составляющих звеньев будут выступать конструкторский размер Н и технологический размер А. Погрешность размера Н, определяемая допуском на этот размер, является погрешностью базирования. Таким образом, пересчёт баз заключается в решении прямой задачи размерного анализа на максимум и минимум размерной цепи.
A=H-B
|
|
|
|
|
|
|
|
|
И з приведённых выше расчётов видно, что несовмещение баз приводит к ужесточению допусков на размеры, выполняемые на данной операции. При некотором соотношении ТН>ТВ, то выполнение заданной операции по схеме с введением дополнительного размера А невозможно. Если ТН<ТВ или разница между ними незначительна, то возможны два варианта решения данной задачи:
Исходя из допуска на размер В, решением прямой задачи назначают приемлемые, то есть технологически обоснованные допуски на Н и А.
Выбирается схема обработки, при которой можно реализовать принцип совмещения баз.
При совмещении технологической и конструкторской баз, то есть при выполнении принципа совмещения баз, погрешность базирования равна нулю.
Итак, для обеспечения заданной точности при работе по настройке необходимо придать заготовке или изделию определённое положение относительно инструмента или приспособления, которые, в свою очередь, должны занять определённое место относительно оборудования. Положение твёрдого тела в пространстве определяется лишением его определённого числа степеней свободы, что достигается путём создания точек контакта между базовыми поверхностями и контактными элементами приспособления.
Решим задачу:
Скольких степеней свободы надо лишить шар, чтобы отшлифовать площадку на расстоянии от плоскости OXY Z0?

Очевидно, что только одной (смотри рисунок).
Если мы шлифуем площадку на цилиндре, то последний надо лишить уже 2-х степеней подвижности.

Для надёжного закрепления следующей детали необходимо лишить эту деталь 5-ти степеней свободы.

Анализируя всё выше сказанное, можно сделать вывод, что количество установочных поверхностей определяется системой выдерживаемых координатных размеров. Количество контактных элементов в приспособлении определяется количеством степеней свободы, которого нужно лишить заготовку или изделие при её установке. Количество этих элементов определяется также конструкцией детали. Важно ответить, что при установке следует лишать заготовку минимально необходимого числа степеней подвижности. Чем меньше контактных элементов в приспособлении, тем оно проще и дешевле.
Рассмотрим пример:
Если деталь установлена таким образом, как на рисунке, то дно связано с верхней плоскостью через размер b. И плоскость А является для дна паза конструкторской базой. То есть имеется несовпадение конструкторской и технологической баз А и В.
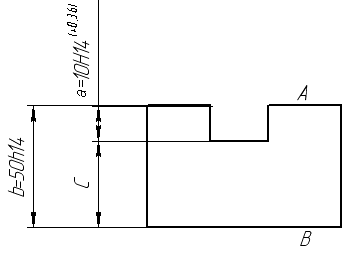
Расстояние от фрезы до поверхности стола остается неизменным. Поэтому размер С не обозначен. Необходимо определить размер С, точность которого не будет зависеть от точности выполнения размера на предыдущей операции.
![]()
Уменьшение допуска на b нужно производить так, чтобы остальные допуски были технологически допустимы. С технологической точки зрения выполнение размеров b и С одинаково. В данном случае целесообразно ужесточить допуск на размер b
![]()
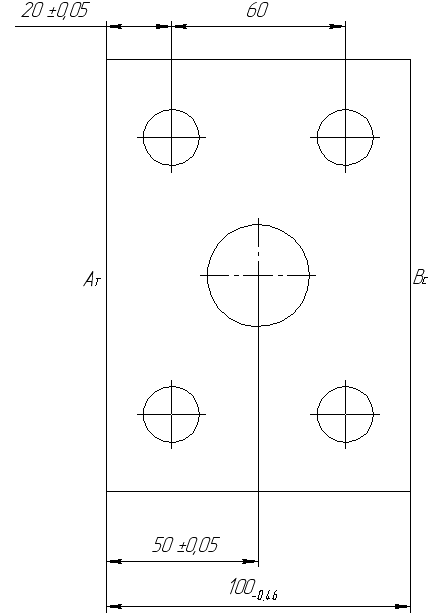
Обеспечить совмещение осей симметрии 4-х отверстий с осью центрального отверстия в пределах ±0,1 мм.
════════════════════════════════════
Расточка отверстия большего диаметра производится на токарном станке, 4-х меньшим диаметром на сверлильном при использовании кондуктора. Операции выполняются от различных баз.
![]()
Если все размеры отсчитываются от А, то размер 100 не включается.
![]()