

Электроконтактная обработка
В её основе лежит сочетание способов разрушения материала за счёт механического воздействия и за счёт электроэрозии.
Электроконтактная обработка осуществляется при напряжении от 10 до 25 В, при этом, контактирование электродов приводит к электрическому разряду между отдельными точками заготовки и инструмента, в результате чего происходит расплавление, размягчение металла обрабатываемой детали, что способствует его скорейшему удалению.
Вибрация в процессе резания, в данном случае, играет положительную роль, так как способствует увеличению количества прерывистых контактов, необходимых для электрического разряда.
Производительность: до 3-х мм3/сек, при глубине дефектного слоя несколько миллиметров.
Электроконтактная обработка использует обычное универсальное оборудование с некоторым дополнением электрических цепей.
Лазерная обработка
Используется для прошивки отверстий, упрочнения детали, динамического балансирования. В основе лежит излучение энергии в оптическом или ИК диапазоне. Монохроматическое излучение позволяет фокусировать и излучать большое количество энергии в разных диапазонах частот.
Энергия светового луча не велика 20…100 Дж, но она выделяется в миллионные доли секунды и сосредотачивается в луче диаметром 0,01 мм. Поэтому температура в зоне контакта 6000…8000 0С.
Слой металла мгновенно расплавляется и испаряется. С помощью этого метода осуществляется прошивание отверстий, разрезание заготовки, прорезание пазов в заготовках из любых материалов (фольга из тантала, вольфрама, молибдена). Также с помощью этого метода можно осуществить контурную обработку по сложному периметру.
В данном случае вид установки будет зависеть от материала.
Электроннолучевая обработка (? оставить ?)
Электроннолучевая обработка – основана на превращении кинетической энергии направленного пучка электронов в тепловую энергию. Высокая плотность энергии сфокусированного электронного луча позволяет обрабатывать заготовку за счет нагрева, расплавления и испарения материала с локального участка.
Электронный луч образуется за счет эмиссии электронов с нагретого в вакууме катода. Он с помощью электростатических и электромагнитных линз фокусируется на заготовке.
При размерной обработке установка работает в импульсном режиме, что обеспечивает локальный нагрев заготовки.
Электроннолучевой метод эффективен при обработке отверстий диаметром 1…0,010 мм, при прорезании пазов, резке заготовок, изготовлении тонких пленок и сеток из фольги, изготовлении заготовок из труднообрабатываемых металлов и сплавов, керамики, кварца, полупроводникового материала.
Схема электроннолучевой обработки
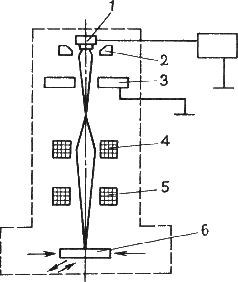
1 – катод электронной пушки
– электрод
– анод
и 5 – отклоняющая магнитная система
6 – заготовка
Получение заготовок методами литья
Детали приборов по размерам и форме, по конструкционным материалам и функциональному значению и т.п. чрезвычайно разнообразны. Не смотря на это, при выборе метода изготовления любой заготовки целесообразно руководствоваться следующими принципами:
- форма и размеры заготовки должны быть максимально приближены к форме и размерам детали
- необходимо учитывать технологические свойства материала изделия
- принимать во внимание серийность производства
Эти принципы просты и очевидны, но все они должны учитываться одновременно.
В технологии приборостроения, как и в технологии машиностроения, наибольшее распространение получили следующие технологии изготовления заготовок деталей:
- литье
- штамповка и ковка
- изготовление заготовок из прокатных серийных профилей
- порошковая металлургия
- специальные технологии изготовления заготовок из пластмасс
Экономическая целесообразность широкого использования отливок в качестве заготовок объясняется тем, что литьё позволяет приблизить форму и размеры заготовки к форме и размерам детали. Это сопровождается экономией материала, снижением трудоёмкости изготовления детали, уменьшением количества энергии и т.д.
Производительность метода позволяет изготавливать одновременно несколько деталей. Но требует специального оборудования и оснастки (литьевые формы).