

3.7. Система управления процессом выпечки хлебобулочных изделий.
Выпечка хлебобулочных изделий осуществляется на современных печах, представляющих собой комплекс теплотехнических, транспортно-механических устройств, снабженных средствами управления основных параметров процесса. В основном эксплуатируются хлебопекарные печи работающие на газовом и жидком топливе, с рециркуляцией продуктов сгорания, а также на электрообогреве (см. рис.3.7.).
Систему управления технологическим процессом выпечки хлебобулочных изделий можно реализовать с помощью АСУТП (в режиме НЦУ по варианту в), согласно рис.3.4,в), которая предусматривает два иерархических уровня.
Первый состоит из первичных преобразователей и сигнализаторов параметров, средств управления ИУ и пусковой аппаратуры. Пульты управления ТП и технологическим оборудованием в основном расположены по месту объекта управления. Они состоят из металлических корпусов со встроенными в них ПЛК AL-2000S, модемов, блоков бесперебойного питания, аккумуляторов и друхих устройств. Взаимосвязь аппаратуры производится с помощью HART-протокола посредством полевой сети Profibus H1.
Второй
уровень предусматривает использование
сетевых контроллеров AL-2000S
с информационной мощностью (аналоговых
вх./вых. 16/256, дискретных вх./вых. 16/256) в
количестве 3-х комплектов с горячим
резервиро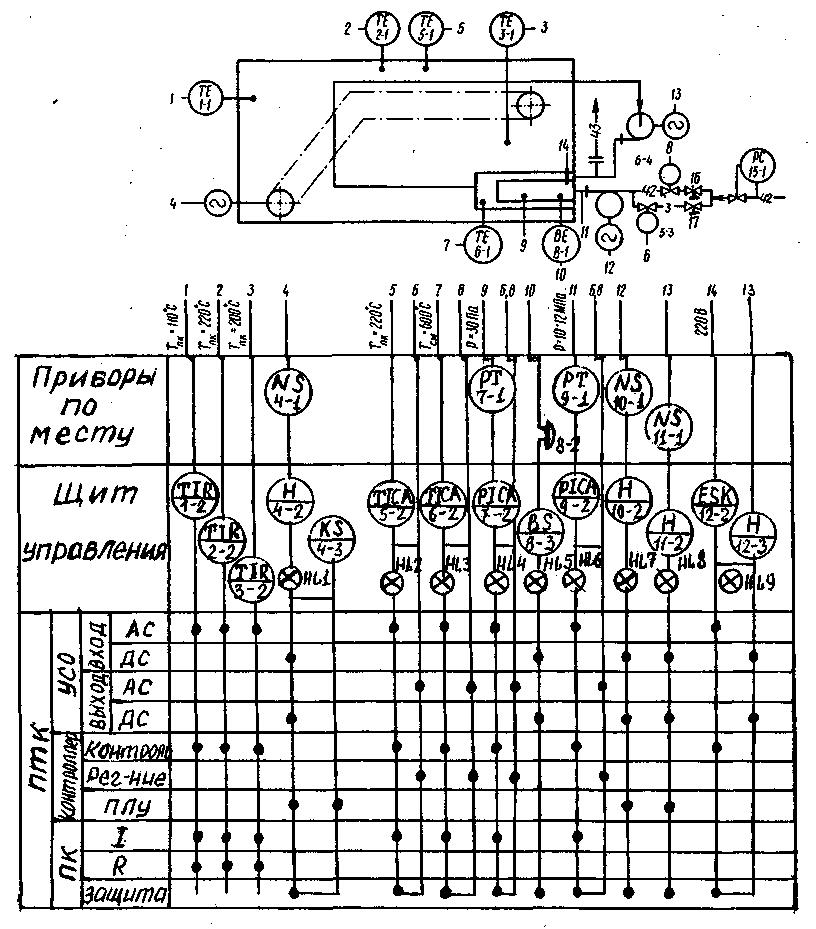
Рис.3.7. Система управления печного агрегата РЗ-ХПА
ванием на базе ПТК с управляющей ЭВМ (Pentium I) функционирующем в режиме операторской рабочей станции. Наличием сервера ОРС и БД РВ на базе ЭВМ (Pentium I),АРМ оператора-технолога и химика-аналитика на базе ЭВМ IBM PC-486. Прием и передача информации производится посредством сети Modbus. ОС функционирует с помощью ОС Windows NT. Основное ПО системы управления обеспечивается SCADA-системой Трейс Моуд, реализу- ющие основные функции визуализации измеряемой и контролируемой ин- информации, передачи данных и команд системе для контроля и управления. Оно состоит из инструментального и исполнительного комплексов. Открытость SCADA-программы обеспечивает функционирование системы управ- ления в ОРС-сервере, что гарантирует работу сетевых структур без драйве- ров. В качестве ОС контроллеров используем типовую систему OS-9 или версии Windows, что позволяет применять прикладное ПО для контроллеров (например, технологические языки стандарта IES 1131-3).
Информационная мощность АСУТП выпечки хлебобулочных изделий (см. схему 3.7.) составляет: аналоговые вх./вых. 8/5, дискретные вх./вых. 5/5, т.е. имеется достаточный резерв.
АСУТП выпечки хлебобулочных изделий обеспечивает отображение ин- формации о состоянии ТП, контроль поступления заготовок, ввод задания и команд с клавиатур ПТК и АРМ оператора-технолога и управление ТП.
Система управления печным агрегатом Р3-ХПА (рис.3.7.) реализует нижеследующие функции: измерение температуры в основных зонах печи (в зоне увлажнения 1-2, в первой 2-2 и второй 3-2 зонах пекарной камере при помощи комплекта с термоэлектрическими преобразователями (типа J и АЦП (ADAM-5017)) 1-1, 2-1, 3-1 или модуль ADAM-5018 с выходом на ПТК; регулирование температуры среды в пекарной камере осуществляется с помощью регулирующего канала контроллера (5-2) и (6-2); автоматическую блокировку превышения температуры смеси топочных рециркуляционных газов; контроль наличия пламени датчиком 8-1 совместно с автоматом контроля пламени 8-3; контроль и блокировку давления воздуха в вентиляторе горелки; автоматический розжиг печи (12-2); контроль разряжения в топке устройством 7-2 и логико-программным каналом контроллера с выходом на ЦАП (ADAM-5024) и клапаны; регулирование давления газа в газопроводе с помощью логико-программного канала (15-1); автоматическое управление преры-вистым движением конвейера печи при помощи магнитного пускателя 4-1 привода крнвейера и реле времени 4-3; ручной пуск и аварийный останов конвейера при помощи операторской станции; обеспечение безопасности горения; световую сигнализацию режима работы вентилятора HL7 рециркуляционного дымососа HL8, конвейера HL1; световую и звуковую сигнализацию аварицного режима (8-2) HL5 на пульте операторской станции технолога и пульта управляющей ЭВМ.
Режим функционирования пекарной камеры следующий: если температура среды в пекарной камере (5-1) меньше заданной, вентили клапанов (5-3) и (6-4) открыты, в горелку поступает больше газа, что приводит к появлению “Большого факела”. Одновременно операторская станция управления обеспечиваетпомощи при ИМ увеличение подачи воздуха в топку. При достижении в пекарной камере заданной температуры или превышении ее, с пульта ПТК обеспечивается закрытие клапана 5-3 и прекращается подача воздуха в топку. При этом открыт только клапан 6-4, расход газа в топку снижается, что соответствует режиму “Малый факел”. Предварительная настройка вентилей 16 и 17 обеспечивает расчетный расход газа через клапаны 5-3 и 6-4. Работа в режиме “Малый факел” приводит к постепенному снижению температуры среды в пекарной камере и так последовательно. Применение регулирующего канала контроллера AL-2000S с ЦАП (ADAM-5024) и клапанов 5-3 и 6-4 обеспечивают ПИД-закон регулирования температурного режима печи. Открытие клапанов 5-3 и 6-4 сопровождается включением сигнальных ламп HL2 и HL3 на пультах ПТК и АРМ технолога.
Система автоматики безопасности предусматривает автоматический розжиг печи в следующей последовательности: продувка газоходов в печи перед пуском в течение 1-2 мин; включение подачи топлива и электроэнергии (печи с электрообогревом); воспламенение топлива с помощьюэлектродов зажигания 14; прогрев топки в режиме “Малый факел” в течение 1-2 мин и щадящего прогревапечи с электрообогревом; отключение горелки при отсутствии пла- мени в течение 15 с после подачи топлива.
Средства контроля и управления движением конвейера, измерение температуры по зонам пекарной камеры расположены на пульте ПТК операторской станции, которая размещена у посадочного окна печи и имеет канал связи с АРМ технолога. На пульте управления ЭВМ, который смонтирован со стороны топки, имеющего связь с операторной станцией и с АРМ технолога расположены средства управления и безопасности.
Тестирование Варианты ответов
а) АСУ технологическим объектом