

3.6. Система управления процессом тестоприготовления.
Процесс тестоприготовления является основным и наиболее продолжитель ным этапом, во многом предопределяющим качество хлебобулочных изделий. К основным операциям тестоприготовления относят: дозирование сырья и полуфабрикатов, их смешивание и замес, а самое главное – брожение.
Рассмотрим одностадийный, наиболее прогрессивный способ производства хлебобулочных изделий.
Замес теста осуществляется в тестомесильной машине I непрерывного действия, например, Р3-ХТО (см. рис.3.6.) в раздельных рабочих камерах. В камере предварительного смешивания происходит перемешивание исходных компонентов. Мука в камеру подается автоматическим весовым дозатором непрерывного действия II.
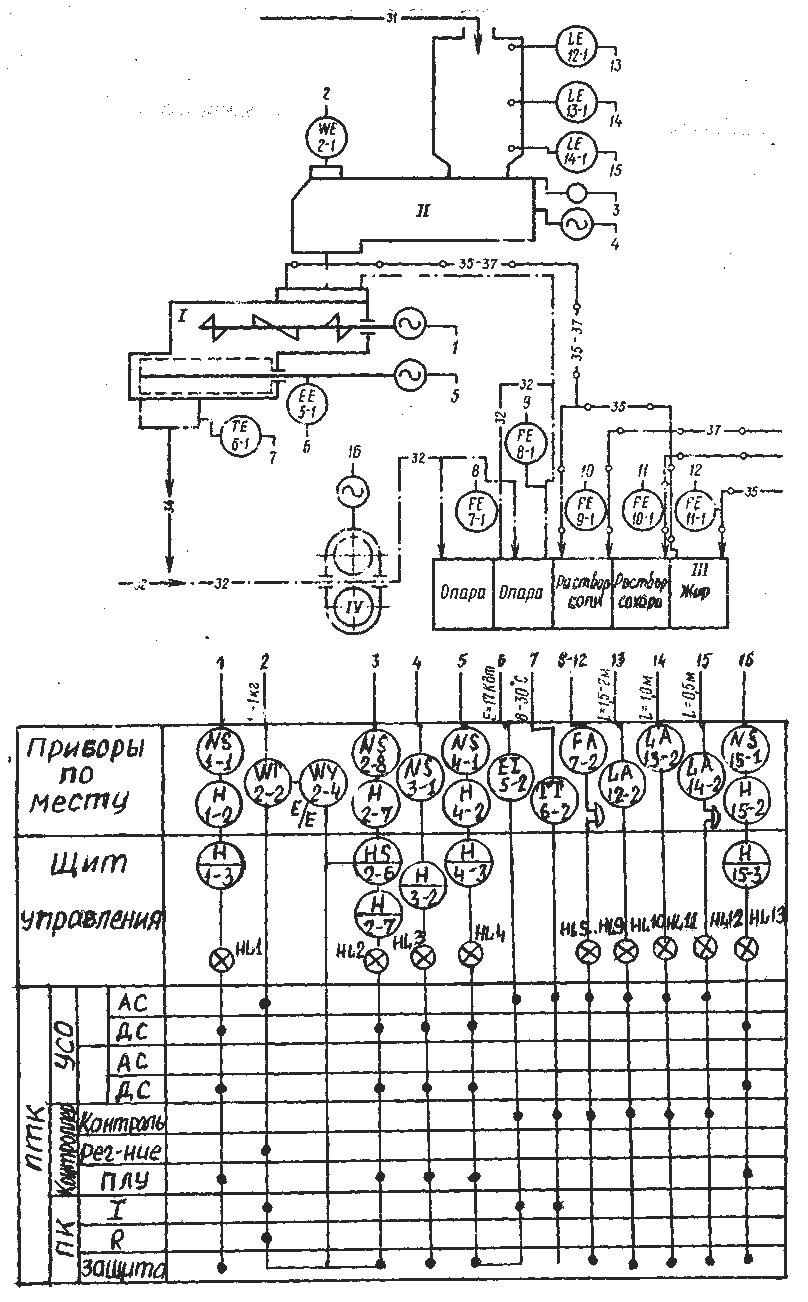
Рис.3.6. Система управления процессом тестоприготовления
Жидкий полуфабрикат дозируется шестикомпонентной дозировочной станцией III, имеющей две секции для него. Остальные секции дозировочной станции производят подачу растворов сахара, соли и растопленного жира. Шестая секция является резервной. Расход заданного компонента обеспечивается установкой задания каждому каналу станции. Интенсивная механиче- ская обработка теста происходит в рабочей камере пластификатора тестомесильной машины.
Система управления процессом тестоприготовления может быть реализована с помощью АСУТП (супервизорный режим) по варианту б), согласно (рис.3.4,б), который предусматривает два иерархических уровня.
Состав первого уровня идентичен как в системе управления складом БХМ.
Второй уровень предусматривает использование сетевых контроллеров
AL-32AN с информационной мощностью (аналоговых вх./вых. 12/5, дискретных вх./вых. 16/32) в количестве 3-х комплектов с горячим резервированием на базе управляющей ЭВМ (Pentium I), функционирующей в режиме рабочей станции.
Наличием сервера БД РВ на базе ЭВМ (Pentium I), АРМ оператора-технолога и химика-аналитика на базе IBM PC-486. Прием и передача информации производится посредством сетевых структур (сеть Profibus DP). ОС пультов функционирует с помощью ОС Windows NT. Основное ПО пультов управления обеспечивается SCADA-системой Трейс Моуд, реализующие основные функции визуализации измеряемой и контролируемой информации, передачи данных и команд системе для контроля и управления. Оно состоит из инструментального и исполнительного комплексов. Открытость SCADA-обеспечивает функционирование системы управления в ОРС-сервере, что гарантирует работу сетевых структур без специальных драйверов. В качестве ОС контроллеров используем типовую систему OS-9 или версии Windows, что позволяет закупать прикладное ПО для контроллеров (например, технологические языки стандарта IEC 1131-3).
Информационная мощность АСУТП приготовления теста (см. рис.3.6) составляет: аналоговых вх./вых. 7/2, дискретных вх./вых. 5/5. т.е. имеется резерв.
Для обработки результатов анализа основного и дополнительного сырья, готовности жидких полуфабрикатов и теста, оформления товарно-транспортных накладных с поставщиками используют АРМ лаборатории на базе IBM PC, которая по стандартному интерфейсу связана с АРМ технолога и др.
Команды управления и данные вводятся в компьютер оператором-технологом клавиатурой видеотерминалов. В АСУТП тестоприготовления входят модули ввода аналоговых, дискретных и числоимпульсных сигналов, необходимых для формирования информации от первичных преобразователей технологических параметров и дискретных устройств, также модулей вывода дискретных и аналоговых сигналов для непосредственного управления ТП исполнительными устройствами (клапана, заслонки, электродвигатели и др.)
Система управления обеспечивает выполнение нижеследующих функций:
- регулирование расхода муки, подаваемых дозатором 2 осуществляется по средством тензометрической системы с выходом на АЦП (ADAM-4012), регулирующий канал AL-32AN, далее на ЦАП (ADAM-4021) и управление задвижкой 3;
- регулирование продолжительности брожения теста реализуется путем изменения степени заполнения рабочей емкости машины I для брожения и регулированием температуры теста в процессе брожения изменением подачи холодной и горячей воды в рубашку машины с помощью регулирующего канала контроллера AL-32AN;
- регулирование степени интенсивности механической обработки теста при замесе в тестомесильной машине осуществляется изменением частоты вращения месильных органов пластификатора 5, логико-программным каналом контроллера AL-32AN;
- световую и звуковую сигнализацию об отклонениях от заданного режима работы оборудования фиксируется на пультах управляющей ЭВМ и АРМ технолога;
- контроль и сигнализацию наличия уровня компонентов в расходных емкостях и дозаторе 2 (поз.2,8,9,10,11,12) реализуется с помощью расходомеров, АЦП (ADAM-4012), AL-32AN, ЦАП (ADAM-4021);
- контроль потребляемой мощности при замесе (по нагрузке на вал машины), т.е. качество теста, осуществляется посредством АЦП (ADAM-4012), логикопрограммным каналом AL-32AN c выходом на ЦАП (ADAM-4021) и регистрацию на АРМ технолога и управляющую ЭВМ;
- ручной и автоматический режим управления механизмами агрегата производится с пультов АРМ технолога и ЭВМ;
- автоматическую блокировку для отключения механизмов при возникновении аварийных режимов выполняют с пультов АРМ технолога и ЭВМ.