

Сравнительная характеристика инструментальных материалов
|
Материал |
Марка |
Микротвёрд, кг/мм2 |
Теплостойкость, С |
Предел прочности, МПа |
Коэфф. отн. скор. рез. |
|
|
изгиб |
сжатие |
|||||
|
Углер. сталь |
У10А |
12800 |
220 |
2940 |
2940 |
0,4 |
|
Легир. сталь |
ХВГ |
11800 |
230 |
3430 |
3430 |
0,6 |
|
Быстрореж. сталь |
Р18 |
13200 |
600 |
3530 |
3530 |
1 |
|
Твёрдые сплавы |
Т15К6 |
27500 |
950 |
1430 |
3900 |
4 |
|
ВК8 |
15700 |
110 |
1570 |
4400 |
3 |
|
|
Алмаз |
А |
98700 |
700 |
290 |
1960 |
1,5 |
|
Минер. керамика |
ЦМ332 |
22500 |
1200 |
390 |
1470 |
5-7 |
|
КНБ |
Эльбор |
90700 |
1300 |
785 |
нет |
6-8 |
════════════════════════════════════
Геометрия токарного резца
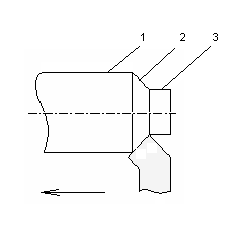
При обработке материалов резанием различают следующие поверхности:
1- обрабатываемая
2 - обработанная
3 - поверхность резания
Распространенным инструментом для обработки наружних и внутренних поверхностей является токарный резец, он состоит из рабочей части - I и корпуса – II. Рабочая часть снабжается инструментальным материалом, корпус изготавливается из конструкционных сталей. Последний нужен для крепления инструмента в резодержателе.
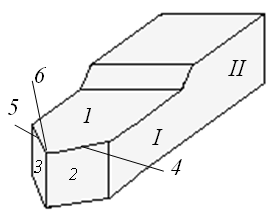
Рабочая часть резца образуется рядом поверхностей, которые, пересекаясь, образуют режущую кромку и вершину резца–6. 1–поверхность, по которой сходит стружка. Задние поверхности 2 и 3 обращены к обрабатываемой заготовке. Пресекаясь с передней поверхностью 1 они образуют режущие кромки: главную–4 и вспомогательную–5. Соответственно задняя поверхность 2 (она обращена к поверхности резания) является главной, а 3–вспомогательной (направлена в сторону обработанной поверхности). Вершина резца есть точка пересечения режущих кромок.
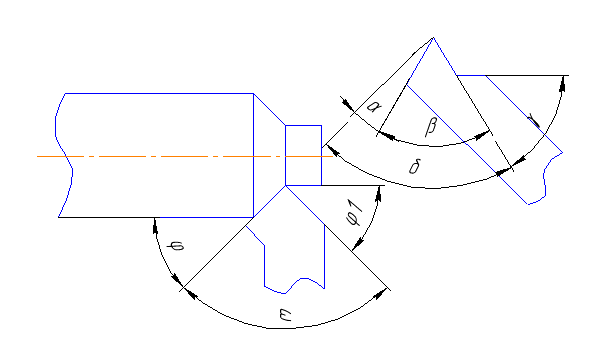
Важную роль в физических процессах, происходящих в процессах резания, играют углы резца (углы резнаия)
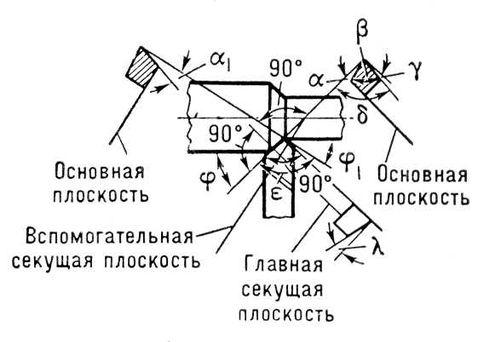
- задний угол уменьшает трение между задней поверхностью инструмента и рабочей поверхностью, увелитчение угла приводит к уменьшению прочности
1 – наличие данного угла уменьшает трение
- передний угол может быть как положительным, так и отрицательным или нулевым, с уменьшением угла уменьшается деформация срезаемого слоя, так как инструмент легче врезается в материал, уменьшаются силы резания, улучшаются условия схода стружки, а при сильном увеличении угла снижается теплопроводность, увеличивается выкрашиваемость
- угол заострения - угол между передней и главной задней поверхностями резца
- угол резания - угол между передней поверхностью резца и плоскостью резания
- главный угол в плане определяет шероховатость поверхности, сего уменьшением происходит улучшение качества поверхности, но одновременно усменьшается толщина и растет ширина срезаемого слоя материала, с уменьшением этого угла возможно возникновение вибрации
1 - вспомогательный угол в плане, при уменьшении угла возрастает прочность
- угол при вершине резца угол между проекциями режущих кромок на основную плоскость= 180°- (+1)
- угол наклона режущей кромки положителен тогда, когда вершина резца является высшей точкой, а отрицательным когда вершина резца является низшей точкой, оказывает влияние на направление схода стружки
Величины углов изменяются вследствие погрешности резца.