

Схемы фрезерования
При фрезеровании движение резания сообщается фрезе, а движение подачи – заготовке. При этом при одном и том же прямолинейном перемещении заготовки, направление движения инструмента может с движением подачи, может быть направлено встречно.
Попутное фрезерование – это вид фрезерования, при котором направления движения резания и движения подачи совпадают. К недостаткам этой схемы относится то, что при касании зуба фрезы о заготовку при максимальном значении толщины стружки amax происходит удар. Условия фрезерования могут усложняться, если заготовка имеет литейную корку. К достоинствам попутного фрезерования относится тот факт, что результирующая усилия резания Р прижимает заготовку к приспособлению, что не требует дополнительных усилий на её закрепление. Изменение толщины стружки от максимального значения до нуля обеспечивает высокое качество обрабатываемой поверхности, то есть низкую шероховатость.
При встречном фрезеровании толщина срезаемого слоя меняется от нуля до amax, поэтому в начальный момент резания фреза может проскальзывать относительно обрабатываемой поверхности, что не позволяет обеспечить высокое качество последней. К тому же результирующая усилия резания Р стремится оторвать заготовку от приспособления, что требует дополнительных усилий для закрепления заготовки. Достоинством метода является возможность работы из-под корки.
Фрезерование проводится на горизонтальных или вертикальных фрезерных станках.
Износ фрез и скорость фрезерования
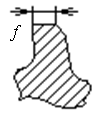
Основной износ зуба фрезы происходит по задней поверхности, на которой образуется площадочка с задним углом =0.
Допустимый износ f зуба фрезы при черновой обработке f=0,6 мм, при чистовой f=0,25 мм.
Экономическая скорость резания рассчитывается по формуле.
![]()
Данная формула позволяет определять экономическую скорость резания с учётом заданной стойкости фрезы.
ω – угол наклона винтовых канавок
В – ширина
z – количество зубьев
Анализ этой формулы показывает, что увеличение диаметра благоприятно сказывается на условиях работы, то есть при том же количестве зубьев, каждый из них большее время охлаждается за один оборот фрезы, что позволяет увеличить скорость резания при прочих неизменных условиях.
Обработка абразивным инструментом
Все методы обработки абразивным (abrasio – соскабливание) инструментом основаны на соскабливании материала заготовки абразивными зёрнами, входящими в состав инструмента. Каждое воздействие такого зерна приводит к удалению микрообъёма материала заготовки, то есть происходит процесс микрорезания.
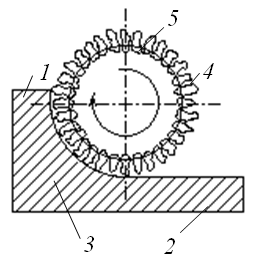
В общем случае, абразивный диск (инструмент) можно представить в виде фрезы, на цилиндрической наружной поверхности которой расположены микрозубья различной геометрии.
-
Обрабатываемая поверхность
-
Обработанная поверхность
-
П
 оверхность
резания
оверхность
резания -
Условная наружная поверхность инструмента
-
У
 словная
поверхность связки
словная
поверхность связки
Г![]() еометрия
каждого зерна характеризуется
отрицательными передними углами.
Разнообразие величин углов, определяемое
формой каждого абразивного зерна,
приводит к тому, что при сильном увеличении
обработанная поверхность не будет
казаться гладкой, но, учитывая поперечные
размеры зерна, не превышающие 0,5 мм и
глубины резания (десятые доли мм), можно
предположить, что каждое отдельное
зерно (зуб фрезы) удаляет микрочастицу
материала. При этом образующаяся
шероховатость будет измеряться
микровеличинами, то есть минимальными
размерами впадин и выступов.
еометрия
каждого зерна характеризуется
отрицательными передними углами.
Разнообразие величин углов, определяемое
формой каждого абразивного зерна,
приводит к тому, что при сильном увеличении
обработанная поверхность не будет
казаться гладкой, но, учитывая поперечные
размеры зерна, не превышающие 0,5 мм и
глубины резания (десятые доли мм), можно
предположить, что каждое отдельное
зерно (зуб фрезы) удаляет микрочастицу
материала. При этом образующаяся
шероховатость будет измеряться
микровеличинами, то есть минимальными
размерами впадин и выступов.
Н еодинаковость
размеров зёрен приводит к тому, что в
контакт с материалом заготовки вступают
наиболее выступающие зёрна. Учитывая
отрицательные значения передних углов,
а также износ в процессе соскабливания
(что увеличивает силы резания) можно
предположить, что в определённый момент
времени силы резания будут превышать
силы, с которыми связка удерживает
абразивное зерно. Оно выкрашивается. В
этот момент в контакт с материалом
заготовки вступает следующее, наиболее
выступающее абразивное зерно. Этот
процесс называется самозатачиванием,
то есть происходит обновление режущих
зубьев.
еодинаковость
размеров зёрен приводит к тому, что в
контакт с материалом заготовки вступают
наиболее выступающие зёрна. Учитывая
отрицательные значения передних углов,
а также износ в процессе соскабливания
(что увеличивает силы резания) можно
предположить, что в определённый момент
времени силы резания будут превышать
силы, с которыми связка удерживает
абразивное зерно. Оно выкрашивается. В
этот момент в контакт с материалом
заготовки вступает следующее, наиболее
выступающее абразивное зерно. Этот
процесс называется самозатачиванием,
то есть происходит обновление режущих
зубьев.
═══════════════════════════════════