

Накатывание
В приборостроении зубчатые колёса небольших диаметров получают накатыванием – методом с высокой производительностью, позволяющим получать зубчатые колёса с наклёпанной (после пластической деформации) поверхностью зубьев.
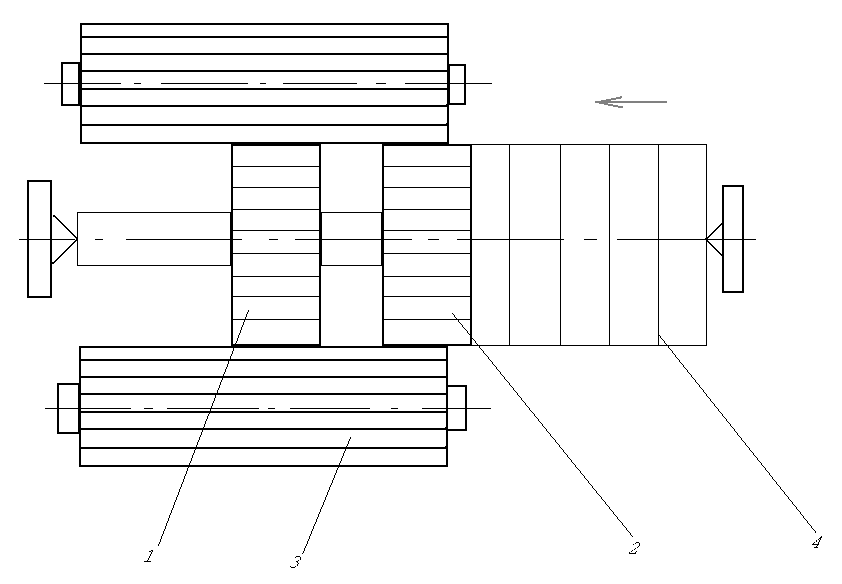
1 – делительное колесо
2 – полученное накаткой зубчатое колесо
3 – валики
4 - заготовки
Накатывание происходит при вращении двух валиков и поступательном и вращательном движении заготовки. В начальный момент вращение передается через делительное колесо. Происходит постепенное накатывание.
Отделка зубчатых поверхностей
Отделочные операции проводят с целью улучшения качества зубчатой поверхности, то есть повышения кинематической точности зубчатого зацепления. Используют отделочные методы: шевингование, притирку и шлифование, причём шевингованием пользуются для отделки незакалённых зубчатых колёс.
Для шевингования используют рабочий инструмент – шевер. Шевер представляет собой зубчатое колесо, на боковых поверхностях зубьев которого нанесены режущие канавки. Шевер и обрабатываемое зубчатое колесо располагают друг относительно друга под некоторым углом. Рабочее движение задаётся шеверу, заготовке задаётся поступательное движение. При этом в процессе совместного вращения, перемещение канавок, расположенных на поверхности шевера производит соскабливание материала с поверхности зубьев колеса.
Притирка. В качестве притирок применяют чугунное зубчатое колесо, располагаемое, как и шевер, под некоторым углом к обрабатываемому колесу. Для реализации эффекта соскабливания, в контактную зону вводится порошкообразный абразив.
Шлифованию обычно подвергаются закаленные зубчатые колеса.
Обработка резьбовых поверхностей
Обработка резьбовых поверхностей осуществляется двумя способами: резанием и пластическим деформированием (накатыванием).
Наиболее точные резьбовые поверхности получают на токарно-винтовом оборудовании нарезанием. Существует несколько схем получения резьб, например, с поперечной подачей резца (перпендикулярно к оси вращения детали) или под углом к стенке зуба.

При данной схеме обработки, выдерживая обратную величину шага (подача на оборот) можно получить одно и многозаходные резьбы.
Для повышения производительности применяют многорезцовые гребенки, в которых каждый зуб расположен на некотором удалении.
Аналогично обрабатывают внутренние резьбовые поверхности. При достаточной трудоёмкости данный метод позволяет обеспечить наиболее точные резьбы.
Наружные резьбы можно получить также с помощью лерок и плашек. Плашками получают наружные резьбы в единичном и серийном производстве. Плашка может быть зафиксирована, то есть вращение сообщается заготовке, либо заготовка неподвижна, а вращается плашка (при слесарных работах).

Внутренние резьбы получают метчиками. Метчик, как и плашка, имеет заходную часть, то есть крайние режущие зубья выполнены не в полную геометрию режущего зуба.

Нарезание резьбы происходит при подаче СОЖ, обладающих хорошими смазывающими свойствами, для уменьшения трения.
Резьбы получают также фрезерованием, фрезеруя профильным однониточным инструментом, или используя многозубые фрезы.
При получении резьб пластическим деформированием, резьбовые поверхности получаются за счёт перераспределения некоторой части материала заготовки под действием усилий инструмента. Данный метод, как уже было сказано, характеризуется высокой производительностью, а также тем, что поверхностный слой заготовки не разрушается, а пластически деформируется. В результате, повышается твёрдость и прочность изделия, при этом отсутствие следов режущего инструмента уменьшает опасность возникновения коррозии. Недостатком метода является его невысокая точность.
Накатывание отличается высокой производительностью.

-
подвижная плашка
-
неподвижная плашка
-
деталь