

О бработка на шлифовальных станках
В зависимости от толщины срезаемого припуска и требуемого качества поверхности различают
- обдирочное
- черновое
- получистовое
- чистовое
- тонкое
В зависимости от формы обрабатываемых поверхностей различают
- круглое (наружное и внутреннее)
- плоское
- специальные виды шлифования
Круглое шлифование
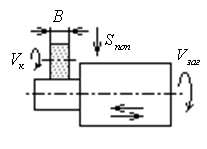
Круглое шлифование выполняют сочетанием следующих движений: вращательное движение абразивного круга и заготовки, поступательное движение поперечной подачи круга для обеспечения послойного удаления всего припуска и возвратно-поступательного движения подачи заготовки. Последнее движение может также сообщаться абразивному кругу, но такая схема будет требовать более сложной кинематики.
Припуск под круглое шлифование – 0,4мм.
Подача выбирается в долях ширины круга S=kB.Для чернового шлифования k=0,30,8, для чистового k=0,10,3. Подача задаётся в мм/об.
Скорость вращения круга Vк=3550 м/мин.
Скорость вращения заготовки: Vз=1555 м/мин.
Разновидностью шлифования является шлифование поперечной подачи. Схема реализуется в тех случаях, когда ширина шлифуемой части детали меньше ширины круга.
Шлифование плоских поверхностей
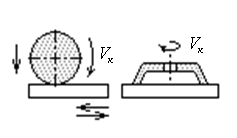
В первом случае наблюдается большая производительность. При шлифовании плоских поверхностей используют две схемы: Шлифование торцом круга и шлифование профилем круга. Шлифование торцом круга обеспечивает большую производительность. Выбор той или иной схемы зависит от материала заготовки, требуемой точности и шероховатости поверхности.
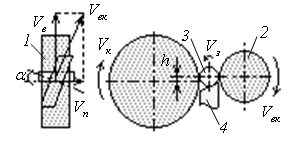
Бесцентровое шлифование
О![]()
![]() тличительной
особенностью такого шлифования является
наличие двух абразивных кругов: рабочего
и ведомого. При этом ось ведущего круга
смещена относительно оси рабочего на
угол .
Последнее обстоятельство обеспечивает
не только вращательное движение заготовки
со скоростью V,
но и подачу её относительно оси рабочего
круга за счёт составляющих
тличительной
особенностью такого шлифования является
наличие двух абразивных кругов: рабочего
и ведомого. При этом ось ведущего круга
смещена относительно оси рабочего на
угол .
Последнее обстоятельство обеспечивает
не только вращательное движение заготовки
со скоростью V,
но и подачу её относительно оси рабочего
круга за счёт составляющих
Vв=Vвкcos и Vп=Vвкsin
- коэффициент проскальзывания заготовки относительно ведущего круга (0,950,90)
Угол лежит в пределах от 30’ до 6. Для чистового шлифования =30’1,5. Смещение расположения оси заготовки относительно оси ведущего круга на величину h, обеспечивается ножом 4, который кроме этого исключает копирование погрешности.
═══════════════════════════════════
Внутреннее шлифование
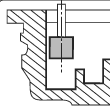
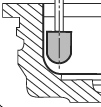

Таким способом невыгодно шлифовать заготовки больших размеров.
Планетарное
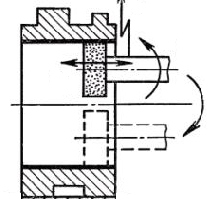
При таком виде шлифования круг вращается вокруг своей оси и оси детали одновременно.
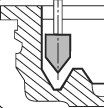
Правка абразивного инструмента
Абразивный инструмент в процессе работы изнашивается. При этом его стойкость снижается на 560 минут. Восстановление режущих свойств инструмента достигается его правкой. Критерием износа может служить ухудшение шероховатости обработанной поверхности, повышение сил и температуры резания, возникновение погрешностей формы детали, появление вибрации и т.д.
Правку производят обработкой абразивным инструментом из зелёного карбида кремния, либо обтачиванием алмазными роликами, иглами и карандашами. Её осуществляют в два прохода, при этом снимают слои абразивного инструмента 0,050,07 мм. Правку абразивного инструмента производят также при засаливании круга, когда в порах абразива скапливаются частички металла или твёрдые составляющие СОЖ.
Оборудование позволяет проводить правку периодически, не снимая круга.
При обработке абразивных кругов необходимо соблюсти все меры безопасности, так как при дисбалансе круга может произойти его разрыв. Поэтому всё шлифовальное и заточное оборудование снабжено защитными кожухами. Методы обтачивания – алмазными роликами, иглами или карандашами.