

Литье по выплавляемым моделям
Само название технологии раскрывает ее суть. Модели изготавливают в пресс-формах из легкоплавкого материала(воск или стеарин), которые попеременно погружают в клеевой состав и в "кипящий" песок, наращивая тем самым слой склеенного песка на поверхностях моделей. Затем все это помещают в печь или кипяток, где легкоплавкий материал моделей расплавляется и вытекает из форм и они помещаются в печь для прокаливания. Получается прочная, но хрупкая оболочка, в которую заливают расплавленный материал, а после затвердевания форма легко разрушается от небольшой динамической нагрузки, например, от удара молотком или от небольшого нажатия прессом. Так как материал моделей достаточно мягок, крупногабаритные модели изготавливать не рекомендуется из-за их возможной деформации под действием собственного веса. Мелкие же модели можно "приклеивать" к литниковой системе из такого же материала в большом количестве. получается своеобразная "виноградная гроздь", ветки которой - литниковая система, а виноградинки - модели. Таким образом, возможно изготовление многоместных литейных форм, т.е. одновременное изготовление нескольких отливок, что обеспечивает высокую производительность процесса и возможность применения данной технологии в условиях серийного и даже массового производства. Отливают по этой технологии изделия из алюминиевых, медных сплавов, чугуна, углеродистых и легированных сталей. Габариты отливок: max- 170х120х75 мм, min- 5х5х5 мм Вес отливок: max- 25 кг, min- 0.03-0.04 кг. На рисунке показаны образцы отливок, получаемые этим методом.
Образцы отливок, полученных литьем по выплавляемым моделям.
Литье в оболочковые формы
Технология изготовления литейных форм такая же, как и по выплавляемым моделям, но сами модели делают так же, как для литья в землю. Это позволяет делать литейные формы по простой и дешевой технологии и получать крупногабаритные отливки, но производительность процесса значительно ниже, чем при литье по выплавляемым моделям.
Литье в кокиль
Кокиль - это металлическая форма многоразового использования, что обеспечивает достаточно высокую производительность процесса, но требует гораздо больших затрат на ее изготовление.
Литье под давлением
Расплавленный материал подается в литейную форму под достаточно большим давлением, что позволяет значительно снизить риск получения брака в виде раковин и пористости, но усложняет и удорожает систему подачи материала в форму, которая должна обладать к тому же повышенной прочностью. На рисунке 2.7 и 2.8 представлены схемы литья под давлением.
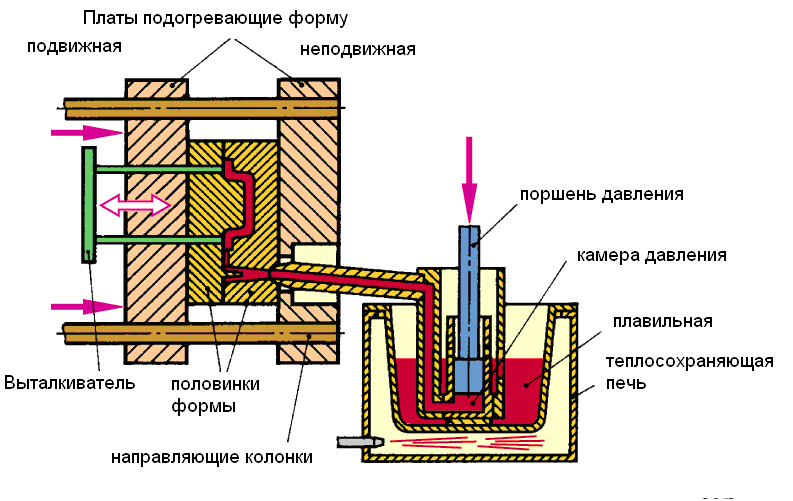
Процесс литья под давлением с вертикальной системой давления.
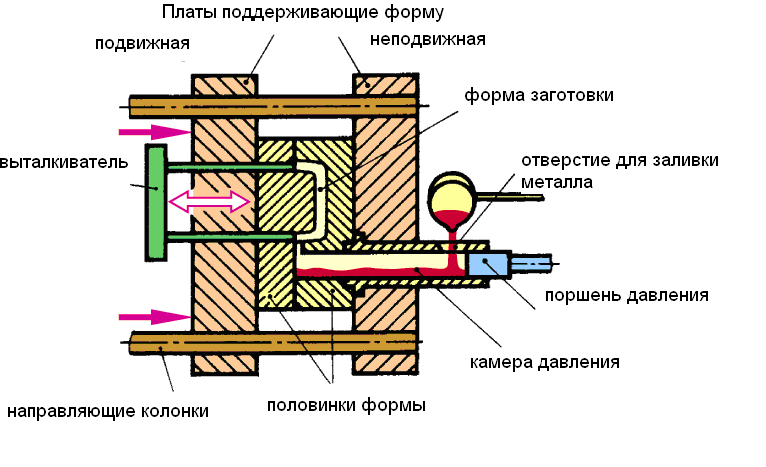
Литье под давлением с горизонтальной системой давления.
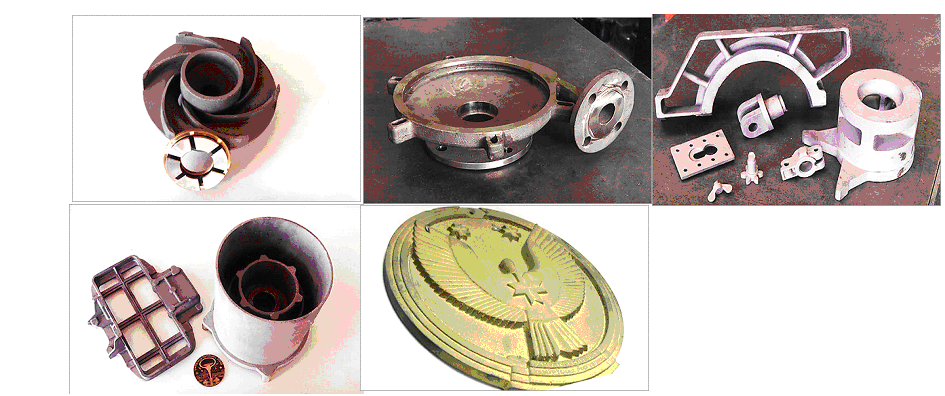
Образцы отливок из алюминиевых и цинковых сплавов, полученных литьем под давлением, показаны на рисунке. Габариты отливок: max- 300х400х100 мм min- 30х50х10 мм
Вес отливок: max- 15 кг min- 0.1 кг.

Образцы отливок, полученных литьем под давлением.
В практике наибольшее применение нашли следующие процессы литья под давлением: литье под низким давлением, литье под низким давлением с противодавлением, литье вакуумным всасыванием, литье вакуумным всасыванием с кристаллизацией под давлением (вакуумно - компрессионное литье).