

Накрутка
Обеспечивает довольно неплохое соединение. Возможно в результате высоких удельных давлени, которые имеют место в зоне контакта (существует мнение и о явлении диффузии, которая развивается во времени и увеличивает прочность соединения).
Основным недостатком является большой размер соединения.
Раньше соединения накруткой широки применялись в космических кораблях, но существует ограничение по диаметру провода, поэтому сейчас выполняется редко.
Обжимка
Обжимка обеспечивает тесное соприкосновение материалов.
Широко используется в бытовых приборах, но часто выводиться из строя коррозией, которая возникает из-за негерметичности
Сравнительная характеристика видов соединений
|
Вид соединения |
Переходное сопротивление R, 10-3 Ом |
Механическая прочность Р, МПа |
Интенсивность отказов λ, 10-3 час |
|
сварка |
0,01 – 1 |
100 – 500 |
0,1 – 2 |
|
накрутка |
1 – 2 |
60 – 80 |
0,2 – 0,5 |
|
пайка |
2 – 3 |
10 – 40 |
1 – 4 |
|
обжимка |
1 – 10 |
20 – 50 |
2 – 5 |
|
токопроводящий клей |
1 – 10 |
5 – 10 |
10 – 50 |
Физико-химические основы паяных соединений
Необходимо выполнять следующие условия:
1) подготовка соединяемых поверхностей – удаление оксидных пленок, загрязнений (для увеличения прочности соединений)
а) механическим способом – зачистка
б) химическим способом – обезжиривание (растворители, щелочи путем протирки или погружения (+УЗ колебания)) и травление (в растворах щелочей или кислот, далее необходима промывка и сушка)
2) активирование соединяемых поверхностей и припоя – осуществляется с помощью флюса (на основе канифоли, а также активаторов)
3) обеспечение взаимодействия на границе основного металла и жидкого припоя – для хорошего соединения необходима хорошая смачиваемость, определяемая краевым углом, чем меньше угол, тем лучше
4) создание условий для кристаллизации припоя
Флюсы
Флюсы могут быть твердыми, жидкими, газообразными, в виде паст. Выбор флюса производится исходя из активности в процессе пайки, температуры пайки – температура плавления припоя должна быть меньше темпаратуры пайки.
Флюс должен быть активным до начала расплавления припоя.
Необходимо выбирать оптимальный зазор, чтобы флюс свободно мог в него проникать, создавая условия для проникновения припоя.
Необходимо стремиться к уменьшению теплового воздействия на соединяемые материалы.
ГОСТ 19250 – классификация флюсов (по химическому составу, по температурному интервалу, по механизму действия, по агрегатному состоянию)
Существует и бесфлюсовая пайка. Если пайка производится в среде инертных газов, под вакуумом, то флюсы не используются.
Припои
Припои различают металлические, из цветных металлов, сплавов. Также низкотемпературные и высокотемпературные.
Предельная температура пайки 260о – 270о, то есть температура плавления припоя должна быть на 40о ниже.
Чаще используются оловянно-свинцовые припои.
В состав припоя вводятся висмут, кадмий (уменьшают темпаратуру плавления) или серебро (увеличивает температуру плавления). С развитием появилось достаточно много припойных паст.
Основной припой ПОС-61 (61% - олово) – обладает наилучшей совокупностью физико-химических свойств.
Sn – дорогой металл
Pb - токсичный
Диаграмма состояния олово-свинец
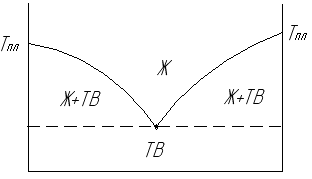
Структура мелкозернистая, кристаллизация по всему объему.
Сплав РОЗЕ: 25% олово, 25% свинец, 50% висмут, tпл=94о – в основном используется для защиты меди и улучшения условий пайки.
Также используются бессвинцовые сплавы.
- SnAgCu более четко выдерживает требования
Ag – 3÷4%
Cu – 0,5%
tпл≈217о
- SnNiCu
Ni – 0,5÷0,7%
Но имеют место и дефекты - миграция серебра (рост кристаллов) происходит под влиянием электрического потенциала, с влагой может приозойти замыкание, в этих случаях используется палладий.