

1. Назначение и технические характеристики робота
Промышленные роботы “Ритм 01” предназначен для автоматизации технологических процессов в листоштамповочном и механосборочном производствах на оптических и приборостроительных предприятиях. В зависимости от конструкции манипулятора различаются три варианта робота.
Промышленный робот "Ритм 01.01” имеет одну руку при пяти степенях подвижности (подъем, поворот, сдвиг руки, выдвижение, поворот схвата), робот “Ритм 01.02” - две руки при пяти степенях подвижности (подъем, поворот рук, выдвижение схвата левой руки, выдвижение, поворот схвата правой руки), робот ”Ритм 01.03” - одну руку при четырех степенях подвижности (подъем, поворот руки, выдвижение поворот схвата). Промышленный робот "Ритм 01.01" применяется при механообработке, ”Ритм 01.02" и ”Ритм 01.03" – в листоштамповочном производстве. Все три исполнения промышленного робота ''Ритм 01” могут быть использованы при несложной сборке.
Промышленный робот (ПР) может выполнять следующие функции: транспортирование заготовки или полуфабриката из подающего устройства к месту выполнения технологической операции;
разгрузку основного технологического оборудования и транспортирование полуфабриката или изделия в приемное, приемопередающее устройства и т. д.;
управление рабочими циклами основного и вспомогательного технологического оборудования.
Технические характеристики ПР
Номинальная грузоподъемность руки……… 0.1 кг
Тип системы управления………………..…… цикловая
Программоноситель………………………..… диодная плата
Метод программирования……………... предварительный набор, программы
Количество кадров программы……………… 32
Количество команд на манипулятор………... 24
из них с контролем выполнения...................... 14
Количество команд на технологическое оборудование с контролем выполнения………………………………………...... 15
Количество команд, одновременно выдаваемых на технологическое оборудование………………………………………... 1
Устройство обеспечивает формирование временных интервалов, во время которых происходит отработка перемещений, не контролируемых датчиками положения:
величиной 0.1 – 0.5 с для выполнения команд ”зажим схвата” и ”разжим схвата” при дискретности 0.1 с;
величиной 0.1 – 1.0 с для выполнения команды ”поворот схвата” при дискретности 0.1 с.
Устройство обеспечивает формирование временных интервалов задержки перевода кадра от 1.0 до 10 с с дискретностью 1.0 с.
Тип привода..............………….…….. пневматический с электромагнитным управлением
Тип датчиков положения……………. герконовые переключатели
Точность позиционирования переносимых объектов по каждому перемещению…………………………….. от – 0.1 до 0.1 мм
Масса, не более:
устройства циклового программного управления………….. 34 кг
манипулятора…………………………………………….……. 29 кг
2. Устройство и принцип действия пр "Ритм 0.1"
ПР “Ритм 0.1“ (рис. 1) представляет собой комплекс, состоящий из манипулятора 1, снабженного модулем силового управления 2, и устройства программного управления 3, соединенных между собой кабелями.
На устройстве циклового программного управления (УЦПУ) производится набор программы путем запаивания диодов на соответствующе позиции печатной платы задания программы. При поступлении команды с УЦПУ коммутируются электромагниты соответствующих пневмораспределителей, открывающих доступ воздуху в пневмоцилиндры приводов, и схват совершает определенное движение. Движение ограничивается упорами, предварительно установленными в требуемое положение согласно программе. При этом замыкаются соответствующие герконы датчиков положения 4, сигнал от которых поступает в блок управления УЦПУ, и дается команда на выполнение следующего движения. Конец отработки команд на поворот и зажим - разжим схвата фиксируется по окончанию заданных выдержек времени, формируемых в блоке управления УЦПУ.
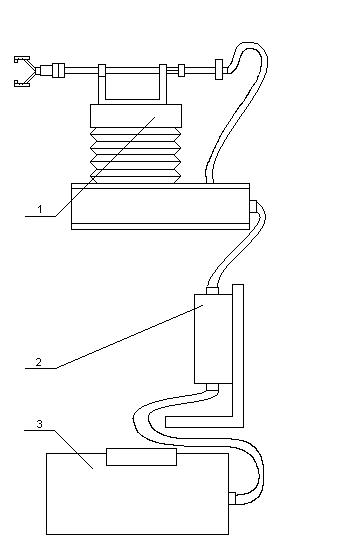
Рис. 1. Промышленный робот “Ритм 01.03”
1 – манипулятор; 2 – модуль силового управления; 3 – устройство циклового программного управления (УЦПУ)
Конструктивно манипулятор, приводы и пневмораспределители выполнены аналогично соответствующим устройствам ранее рассмотренного ПР – 18 - 2.
Устройство циклового программного управления АС-2611 построено по принципу синхронного программного автомата с конечным числом состояний и жестким циклом управления. УЦПУ содержит следующие основные узлы и блоки:
- блок управления, предназначенный для обработки информации по заданной программе и выдачи управляющих воздействий на манипулятор и технологическое оборудование;
- пульт управления, обеспечивающий задание режимов работы устройства, набор величин временных интервалов, включения и выключения питания устройства, запуска в работу, выдачу разовых команд на манипулятор, контроль датчиков положения и т. д.;
- платы задания программ, предназначенные для определения последовательности команд управления;
- блок питания, обеспечивающий питание электронного оборудования и электромагнитов пневмопривода манипулятора.
Основными режимами работы УЦПУ являются наладочный, шаговый, одиночного цикла и автоматический.
В наладочном режиме команды на манипулятор задаются с пульта управления и поступают на регистр команд, далее через предварительные усилители и выходные ключи на электромагниты модуля силового управления манипулятора. Контроль положения рабочих органов манипулятора осуществляется с помощью сигнальных ламп индикации на пульте управления.
В шаговом режиме устройство обеспечивает отработку одного кадра программы, закодированного комбинацией диодов на плате заданий программы.
Блок управления обеспечивает следующую последовательность исполнения команд в пределах кадра:
- команда позиционирования;
- команды на зажим или разжим схвата;
- технологические команды;
- команда на задержку перевода кадра.
Конец отработки команд позиционирования фиксируется по получению сигналов от датчиков положения, поступающих в блок управления, а также по окончанию отработки заданных выдержек времени, формируемых в блоке управления.
Конец отработки команд на зажим или разжим схватов определяется по окончанию выдержки времени на исполнение этих команд, формируемой в блоке управления.
Конец исполнения технологических команд определяется по получению ответа от технологического оборудования об исполнении команды.
В случае неполучения ответа на одну из “аварийных технологических команд“ (команды 13, 14, 15 – см. ниже) сразу же после ее выдачи на оборудование, блок управления формирует сигнал “СТОП“ и отработка программы прекращается вне зависимости от дальнейшего ответа на данные команды от оборудования. Последующая отработка программы возможна лишь в результате подачи оператором команды “ПУСК“ с пульта управления при условии “положительного“ ответа от технологического оборудования.
В режимах '"Одиночный цикл" и "Автоматический" устройство работает аналогично описанному выше, с той разницей, что в режиме “Одиночный цикл“ происходит останов после однократной отработки программа по команде “Конец программы“, а в режиме “Автоматический“ не происходит остановов в работе после отработки каждого цикла.
Состав кадра программы УЦПУ:
1р - ПР (поворот руки вокруг вертикальной оси вправо)
2р - Уп (выдвижение промежуточного упора поворота)
3р - Пр. р (правая точка резервной координаты)
4р - Ур (выдвижение упора резервной координаты)
5р - СдП (сдвиг рук вправо параллельно фронту оборудования)
6р - Пд (подъем рук)
7р - ПвП (выдвижение правой руки)
8Р - Пчс (вращение правого схвата по часовой стрелке)
9р - ЛвП (выдвижение правой руки)
10р - Лчс (вращение левого схвата по часовой стрелке)
11р – ПЗЖ (зажим правого схвата)
12р – ЛЗЖ (зажим левого схвата)
13р...16р - 1ТК; 2ТК; 4ТК; 8ТК (номера технологических команд)
17р - ЗП (задержка перевода кадра)
18р - КПр (команда на окончание программы)
19р -КЧ (контроль четности)
Задание на отработку в кадре той или иной команды достигается путем запаивания диодов в требуемых разрядах кадра.
Для отработки в кадре команды, противоположной указанной в разряде, для разрядов с 1 по 12, (например, поворот рук вокруг вертикальной оси влево для 1 разряда, втягивание промежуточного упора для 2 разряда и т.д.) запаивание диодов не производится.
Номер технологической команды задается в двоичном коде.
Последовательность отработки кадров программы отображается с помощью светодиодных матриц цифровой индикации пульта управления. Пульт управления предназначен для оперативного управления УЦПУ, отображения состояния УЦПУ и манипулятора и для ручного управления манипулятором.
Конструктивно пульт управления разделен на три панели:
- задания режимов;
- выбора кадров;
- ручного управления.
Панель задания режимов предназначена для установки режима работы УЦПУ и выбора величин выдержек времени. На панели расположены следующие органы управления:
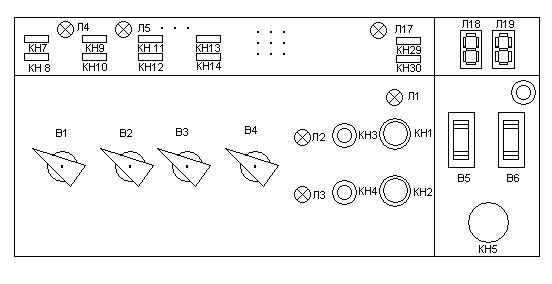
Рис. 2. Пульт управления УЦПУ
- галетный переключатель задания режимов работ УЦПУ - В1
- галетный переключатель выбора времени вращения схватов - В2
- галетный переключатель выбора времени зажима - разжима схватов - ВЗ
- галетный переключатель выбора времени задержки шага - В4
- кнопки включения (КН1) и выключения (КН2) сети
- кнопки пуска (КН3) и останова (КН4) УЦПУ
- лампы индикации сети (Л1), работы (Л2) и сбоя (ЛЗ) УЦПУ.
На панели выбора кадров расположены мультипереключатели выбора кадров (В5 и В6) и светодиодные индикаторы (Л18 и Л19), показывающие номер отрабатываемого кадра. Кроме того, на этой же панели расположена кнопка аварийного отключены питания промышленного робота (КН5).
Панель ручного управления предназначена для выдачи команд на подвижные органы манипулятора в режиме наладки и контроля состояния датчиков положения манипуляторов.
На панели расположены:
- кнопки подачи команд на подвижные органы манипулятора (КН7 …. КН30);
- кнопка включения индикации (КН6);
- лампы контроля состояния датчиков манипулятора (Л4 ... Л17).
Панель снабжена необходимыми надписями и мнемоническими изображениями, поясняющими назначение органов управления и индикации, расположенных на ней.
Узел задания программ предназначен для набора кадров рабочей программы манипулятора и обслуживаемого оборудования.
Конструктивно узел задания программ выполнен в виде двух аналогичных плат представляющих собой диодную матрицу, одна группа шин которой использована для указания номера кадров с “0” по “15” (16-31), другая - для содержимого кадра.
Каждая из диодных матриц задания программы выполнена в виде печатной платы, одна сторона которой содержит печатный монтаж шин номеров кадров, другая сторона - шин управляющих команд. В узлах пересечения шин имеются штыри, к которым подпаиваются диоды, соединяющие шины требуемых команд с шиной выбранного кадра. Опрос шин номеров кадров осуществляется счетчиком кадров.
Распайка программы работы манипулятора и обслуживаемого оборудования осуществляется последовательно по кадрам, при чем информация каждого кадра набирается по шине данного кадра путем запаивания диодов в требуемых узлах пересечения.
Для облегчения обработки вариантов программ вместо диодных матриц через плату - переходник может быть подключен пульт обучения, выполненный в виде штекерной панели, типологически подобной диодной матрице. В гнезда панели вставляются штекеры с диодами, соединяющие шины требуемых команд с шиной выбранного кадра.