

5.2 Нарастание износа за время работы инструмента
Изображение закономерности нарастания износа за время работы инструмента называют кривой износа. Характерные кривые износа задней поверхности инструмента представлены на рис..
Если инструмент изнашивается одновременно по передней и задней поверхностям, то кривая износа задней поверхности (рис. а) состоит из трех более или менее отчетливо выраженных участков. Участок ОА кривой с интенсивным нарастанием ширины площадки износа соответствует периоду приработки инструмента. При дальнейшей работе инструмента нарастание износа замедляется, так как это связано с уменьшением контактных касательных напряжений на площадке износа но мере увеличения ее размеров. Участок АВ кривой соответствует периоду нормального изнашивания инструмента. По достижении некоторой величины линейный износ задней поверхности вследствие роста температуры вновь начинает резко расти и кривая износа идет круто вверх. Участок кривой за точкой В соответствует периоду катастрофического изнашивания инструмента. В этом периоде износ нарастает настолько быстро, что если не прекратить дальнейшую работу, то это может привести к чрезмерно большому износу задней поверхности, при котором резко сократится число переточек, допускаемых инструментом, и увеличится время, затрачиваемое на переточку. Поэтому рациональная эксплуатация инструмента исключает работу в периоде катастрофического изнашивания.
При средних значениях скоростей резания период нормального изнашивания составляет 85—90 % периода стойкости инструмента. По мере увеличения скорости резания период нормального изнашивания сокращается и при очень высоких скоростях резания становится настолько малым, что после периода приработки почти сразу наступает период катастрофического изнашивания. Геометрические параметры инструмента должны быть такими, чтобы максимально увеличить период нормального изнашивания и сократить или полностью устранить период приработки.
При изнашивании инструмента преимущественно по задней поверхности, когда износ передней поверхности незначителен, кривая износа (рис.1 б) вогнута относительно оси абсцисс. В этом случае период приработки отсутствует и на участке АВ кривой износа, соответствующем периоду нормального изнашивания, износ вначале медленно, а затем более быстро возрастает до точки В начала периода катастрофического изнашивания.
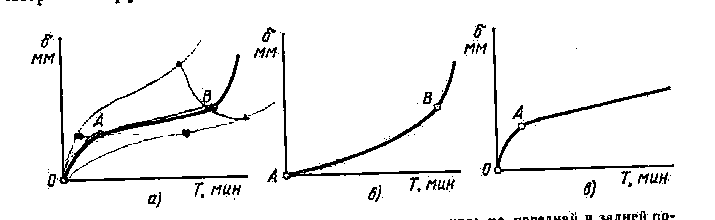
Рисунок 5.3- Кривые износа при изнашивании инструмента
Если инструмент изнашивается только по задней поверхности, то кривая износа имеет вид, изображенный на рис.5.3в После периода приработки период нормального изнашивания продолжается значительно дольше, чем в первых двух случаях. Период нормального изнашивания в последнем случае настолько велик, что, как правило, работу инструмента прекращают еще до перехода в период катастрофического изнашивания.
Для участка нормального изнашивания на основе опытных данных получены формулы износа от режимов резания:
![]()
![]()
при точении резцом из твердого сплава
![]()
при сверлении из стали 40Х из стали Р6М5:
![]()
при фрезеровании детали из стали 40Х цилиндрической фрезой из стали Р6М5:
![]()
![]() Как
видно из формул, величины показателей
степени в зависимости от вида работ,
рода обрабатываемого и инструментального
материалов колеблются в широких пределах.
Но во всех случаях и при любых режимах
резания md
$
nd
$qd
т. е. на величину износа наибольшее
влияние оказывает скорость резания,
затем подача и наименьшее — глубина
резания. Из этого следует, что интенсивность
влияния параметров режима резания на
величину износа задней поверхности
такая же, как и на температуру резания.
Параметры режима, которые оказывают
большее влияние на температуру резания,
также сильнее влияют и на износ задней
поверхности инструмента и наоборот.
Последнее подтверждает, что величина
линейного износа инструмента
пропорциональна температуре резания.
Как
видно из формул, величины показателей
степени в зависимости от вида работ,
рода обрабатываемого и инструментального
материалов колеблются в широких пределах.
Но во всех случаях и при любых режимах
резания md
$
nd
$qd
т. е. на величину износа наибольшее
влияние оказывает скорость резания,
затем подача и наименьшее — глубина
резания. Из этого следует, что интенсивность
влияния параметров режима резания на
величину износа задней поверхности
такая же, как и на температуру резания.
Параметры режима, которые оказывают
большее влияние на температуру резания,
также сильнее влияют и на износ задней
поверхности инструмента и наоборот.
Последнее подтверждает, что величина
линейного износа инструмента
пропорциональна температуре резания.