

6.4 Мощность, затрачиваемая на резание
Для того чтобы подсчитать мощность, затрачиваемую на резание (эффективную мощность), необходимо сложить мощности на преодоление каждой силы сопротивления Pz, Рy и Рx, т. е.
N рез = NPz.+ NPy + NPx,
Так как мощность есть работа в секунду, то необходимо, следовательно, каждую силу умножить на соответствующую относительную скорость перемещения резца и заготовки в направлении действия данной силы (или обратном), вводя соответствующие коэффициенты:
N рез = PzV / 60 · 102 + PYV / 60 · 102 + PXSn / 60 · 102 ·1000 кВт.
При продольном точении никаких перемещений в направлении действия силы Рy, или в обратном этому направлению, нет, т. е. Vy = 0, а следовательно, равно нулю и второе слагаемое. Третье слагаемое, представляющее собой мощность, затрачиваемую на движение подачи, мало (1—2% NPz) , и им можно пренебречь.
.Тогда
N рез = Pz.· V / 60 · 102 к Вт.
С учетом к.п.д. станка h легко подсчитать и необходимую (расчетную) мощность электродвигателя:
N м = N рез / h.
Для резания на заданном станке необходимо, чтобы мощность электродвигателя станка Nст была больше (или, в крайнем случае, равна) расчетной мощности, т. е. Nст / N м..
6.5 Влияние различных факторов на силы резания
Значительное влияние на силы резания оказывают физико-механические свойства обрабатываемого материала. При обработке хрупких металлов силы резания ниже, чем при обработке пластичных металлов. Например, при точении чугуна силы резания в 1,5—2 раза меньше, чем при точении стали. Объясняется это тем, что при обработке чугуна срезаемый слой мало деформируется. При обработке стали значительная часть работы затрачивается на пластическое деформирование срезаемого слоя. Кроме того, чугун обладает более низким пределом прочности, чем сталь.
При обработке пластичных металлов силы резания тем больше, чем больше склонность к наклепу обрабатываемого материала. В этом случае металл упрочняется, что увеличивает его сопротивляемость резанию. Силы резания также зависят от твердости и структуры металла. Чем мельче зерно, тем прочнее и тверже металл, а значит и больше силы резания.
Таким образом, величина сил резания является функцией комплекса физико-механических свойств и структуры материала. Поэтому существующие зависимости между силами резания и одной из основных характеристик металла (предел прочности или твердость) являются приближенными.
Характер влияния скорости резания на силы резания такой же, как и на усадку стружки. Увеличение скорости резания в области исчезновения нароста (рис.1, о, кривая СД) приводит к уменьшению сил резания на 5 — 10%. При устойчивом наросте кривая k=f(v) не имеет типичного для обработки стали со сравнительно большими подачами ярко выраженного горбообразного характера . В этом случае характер влияния скорости резания на усадку стружки сохраняется и для силовых зависимостей.
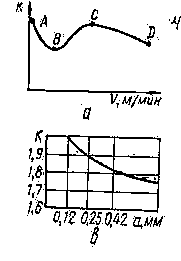
Рисунок 6.5 - Кривые зависимости усадки стружки от элементов режима резания
С увеличением глубины резания (ширины среза) и подачи (толщины среза) силы резания увеличиваются, так как возрастает объем срезаемого слоя. Зависимость сил резания от элементов режима резания для твердосплавных резцов может быть выражена уравнениями:
Pz = CPztxPzsyPzVn ;
Py = CPytxPysyPyVn ;
Pzx= CPztxPxsyPxVn .
При пользовании нормативами режимов резания, изданными до 1962 г, для получения силы резания в н надо коэффициент Ср, увеличить в 9,81 раза. Это относится ко всем силовым зависимостям при резании.
Величина коэффициентов CPz, Cpy Cpx, и показателей степени у t,s, v зависит от условий резания. В табл. 8 приведены значения коэффициентов и показателей степени при точении черных металлов твердосплавными резцами с геометрическими параметрами :
g == 10°; w = 45°: w1=108, l =0°.
Таблица 1.
|
Материал режущей части резца
|
Средние значения показателей степени в формулах при определении сил | |||||
|
cилы Pz |
силы Py |
силы Px | ||||
|
xpz |
ypz |
xpy |
ypy |
xpx |
ypx | |
|
Твердый сплав |
1 |
0.75 |
0.9 |
0.6 |
1 |
0.5
|
|
Быстрорежущая сталь |
1 |
0.75 |
0.9 |
0.75 |
1.2 |
0.65 |
Из табл. 1. следует, что показатель степени у t больше, чем у s. Значит глубина резания (ширина среза) оказывает большее влияние на силы резания, чем подача (толщина среза). При этом сила Рz пропорциональна глубине резания и возрастает медленнее, чем подача. Например, если увеличивать s в два раза, сила Рz увеличится лишь на 70% . Это объясняется тем, что ширина среза почти не влияет на усадку стружки (при l< 308); с увеличением же толщины среза усадка снижается.
Уравнения справедливы для условия t > s. Если s > t. то показатели степени у t и s надо поменять местами.
С увеличением угла резания инструмент труднее внедряется в обрабатываемый материал, возрастает пластическая деформация, а значит увеличиваются силы резания; причем в большей мере повышаются силы Рy и Рx. Если с увеличением угла резания на 1° сила Рz увеличится в среднем на 1%, то силы Рy и Рx — на 4-5%.
С увеличением главного угла в плане, при постоянных значениях t и s, увеличивается толщина среза, а следовательно, снижается усадка стружки и сила Рz. Но эта зависимость справедлива при обработке стали резцом с r = 0 и обработке чугуна резцом с любым радиусом закругления вершины (рис. 2, о, кривая 1). При обработке стали резцом с r=0 сила Рz уменьшается с увеличением угла w до 608, затем, с дальнейшим увеличением угла w, она возрастает (рис.2, а. кривая 2). Увеличение силы Рz объясняется тем, что при w > 60° резко возрастает длина криволинейного участка лезвия, у которого усадка больше, чем у прямолинейного участка.

Рисунок 6.6 - Кривые влияния на силы резания
Из уравнений вытекает, что главный угол в плане оказывает значительное влияние на соотношение сил Рy Рx. С увеличением w возрастает сила Рx и уменьшается сила Рy . Поэтому при недостаточно жесткой системе станок—деталь—инструмент во избежание вибраций работают резцами с большим углом w.
Угол наклона главного лезвия в пределах от —5 до +5° не оказывает заметного влияния на силы резания. С увеличением положительного значения угла l силы Рz и Рy возрастают, а сила Рx уменьшается (рис.2, б). При этом значительно повышается сила Рy.
С увеличением радиуса закругления вершины резца сила Рz возрастает, так как (при постоянном значении t и w) увеличивается длина криволинейного участка лезвия, а вместе с этим — и усадка стружки. Увеличение r равносильно уменьшению главного угла в плане на закругленном участке лезвия, что приводит к уменьшению силы Рx и увеличению силы Рy. С увеличением г от 0,5 до 5 мм при обработке стали сила Рz возрастает на 27%, сила Рy— на 200%; при обработке чугуна сила Рz возрастает на 18%, сила Py—на 60%. Таким образом, увеличение радиуса закругления вершины резца приводит к значительному увеличению силы Рy.
Вспомогательный угол в плане и задний угол не оказывают значительного влияния на силы резания.
Влияние материала режущей части инструмента на силы резания связано с изменением коэффициента трения. Если для быстрорежущего резца принять силы резания за 100%, то для твердосплавного они составят 90—-95%, а для минералокерамического—88—90%.
С износом инструмента увеличиваются площади контакта на его рабочих поверхностях, возрастает радиус округления лезвия, а вместе с ним и угол резания .Все это приводит к увеличению сил резания, причем особенно увеличиваются силы, действующие на заднюю поверхность. Поэтому при работе изношенным резцом сильно возрастают силы Рy и Рz. Они достигают величины силы Рz и даже могут быть больше ее. Увеличением силы Рy можно объяснить появление или усиление вибраций при работе тупым инструментом.
Влияние смазочно-охлаждающей жидкости на уменьшение сил резания тем больше, чем активнее жидкость. При обработке пластичных металлов сила Pz уменьшается с применением водного раствора электролита на 3—5%, эмульсии—на 7—12%, осерненного масла—на 15—20%. Силы Рy и Рx уменьшаются примерно в 1,5 раза больше, чем сила Рz. Это объясняется тем, что они в большей степени, чем сила Рz, зависят от силы трения на передней поверхности, как видно из уравнений .
С учетом влияния всех факторов получены обобщенные эмпирические формулы для определения составляющих сил резания. При работе твердосплавным резцом формула для силы Рz имеет следующий вид:
Pz= CpztxpzsypzVnKмKwKgKrKhKсож н,
где Cpz - постоянная для определенной группы обрабатываемого материала;
Км — коэффициент, учитывающий влияние свойств обрабатываемого материала;
Kм ,Kw,Kg,, Kr ,Kh ,Kсож — коэффициенты, соответственно учитывающие влияние главного угла в плане, переднего угла, радиуса закругления вершины резца, его износа и смазочно-охлаждающей жидкости.