

5 Износ режущих инструментов
5.1 Общие сведения об износе режущих инструментов
Износ является сложным процессом, сопровождающимся физико-химическими явлениями в местах контакта инструмента со стружкой и обрабатываемой заготовкой. При износе изменяется геометрия инструмента, что влияет на величину пластической деформации, температуру резания и силы резания.
Износ режущего инструмента протекает в более тяжелых условиях, чем износ деталей машин. Так, износ инструмента происходит при высоких температурах и удельных давлениях в условиях сухого и полусухого трения. При резании удельное давление может превышать нормальное давление в деталях машин в 300—400 раз, а температура может быть выше температуры деталей машин в 15—20 раз и больше. При износе инструмента по задней поверхности трущиеся поверхности расположены под углом друг к другу, что приводит к концентрации высоких давлений и температур на небольших площадях контакта. Верхние слои трущихся поверхностей инструмента могут подвергаться пластической деформации. Все это способствует тому, что инструмент изнашивается значительно интенсивнее, чем детали машин.
Износ инструмента, как и износ деталей машин, сопровождается потерей веса, так как происходит удаление частиц материала с его поверхности.
В зависимости от условий резания могут иметь место различные виды износа. При относительно невысоких скоростях резания износ происходит в основном вследствие трения стружки о переднюю поверхность инструмента и обрабатываемой детали—о задние поверхности. При этом рабочие поверхности инструмента истираются. Такой вид износа называется абразивным. Инструменты из инструментальной стали в большей части подвергаются абразивному износу.
При работе со сравнительно высокими скоростями резания, когда температура может быть высокой, в верхних слоях инструмента происходят структурные изменения. Так, под влиянием температуры выше 600" С мартенситная структура быстрорежущего инструмента может перейти в менее износостойкие структуры—аустенитно-мартенситную или троститно-мартенситную. Износ вследствие структурных изменений может быть назван термическим.
При высоких температурах также может происходить окисление верхних слоев трущихся поверхностей инструмента. Окисленные пленки, обладая хрупкостью, разрушаются, оголяя нижележащие слои, которые в свою очередь подвергаются разрушению. Этот вид износа называется окислительным.
У инструментов из хрупких материалов (твердого сплава, минералокерамики), кроме истирания рабочих поверхностей, происходит выкрашиваиие частиц. Износ, заключающийся в выкрашивании, называется хрупким.
Заметную роль в износе инструмента играет влияние адгезии (слипание). Из-за высоких температур и давлений, а при низких температурах резания вследствие только высоких давлений, происходит слипание стружки с передней поверхностью, и результате чего частицы материала инструмента вырываются с поверхности и уносятся сходящей стружкой. Такой вид износа называется адгезийным.
При работе твердосплавным инструментом с высокими скоростями резания, когда температура достигает 900°С, превалирующим износом может быть диффузионный. При обработке жаропрочных сталей и сплавов диффузионным износ инструмента может иметь место при более низких температурах порядка 500—550° С. Это объясняется химическим сродством обрабатываемого и инструментального материалов, так как титан является компонентом и жаропрочного материала, и твердого сплава (группы ТК, ТТК). При сродстве обрабатываемого и инструментального материала в большой мере проявляется процесс адгезии.
При диффузионном износе вследствие высокой температуры в зоне контакта происходит сильное размягчение поверхностных слоев. Это способствует заполнению неровностей и установлению контакта между материалом инструмента, материалом стружки и обрабатываемой деталью. Этот контакт, высокая температура и большие пластические деформации вызывают диффузионный процесс. Износ инструмента при этом заключается в том, что атомы инструментального материала проникают (диффундируют) в стружку и в верхние слои обрабатываемой детали. В результате этого процесса изменяется химический состав и физико-механические свойства поверхностных слоев инструмента, что приводит к снижению его износостойкости.
Износ инструмента при обработке труднообрабатываемых сталей и сплавов происходит в более тяжелых условиях, чем при обработке обычных конструкционных сталей. Это объясняется следующими причинами:
1) более высокой температурой резания;
2) более высокими удельными давлениями на режущей части инструмента;
3) высокой истирающей способностью обрабатываемого материала (истирающая способность аустенитных сталей в 10 раз выше истирающей способности феррито-перлитной стали 45);
4) в большей мере проявляются явления адгезии и диффузии;
5) способностью обрабатываемого материала к более высокому упрочнению, что вызывает увеличение сил резания и усиление вибраций;
6) более высоким значением коэффициентов трения на рабочих поверхностях инструмента.
Определенное влияние на износ инструмента (особенно твердосплавного и минералокерамического) оказывает ударная нагрузка, возникающая при прерывистом резании или неравномерном припуске и сопровождающаяся усталостными явлениями инструментального материала, которые вызывают повышение интенсивности износа.
Наиболее распространенным методом определения и исследования износа инструмента является линейный метод, т. е. измерение размеров изношенных площадок поверхностей инструмента. При исследовании износа инструмента применяют также метод радиоактивных изотопов, когда в материал исследуемого инструмента вводят радиоактивные изотопы или образуют изотопы на поверхности готового инструмента путем соответствующего облучения ядерными частицами. Износ инструмента определяется косвенным способом по количеству радиоактивного изотопа (продуктов износа), перешедшего от инструмента в стружку и обрабатываемую деталь. Износ инструмента тем больше, чем выше радиоактивность стружки и обрабатываемой детали. Опытами установлено, что, около 90 % радиоактивных веществ, содержащихся в продуктах износа инструмента, остается в стружке, а около 10%—на обработанной поверхности детали .
Метод радиоактивных изотопов позволяет быстро и точно исследовать износ инструмента. Линейный метод требует большого расхода обрабатываемого материала, очень трудоемок и дорог. Однако метод радиоактивных изотопов не исключает линейного метода. Геометрия изношенных площадок инструмента может быть определена только при помощи линейного метода.
В зависимости от условий обработки инструмент может изнашиваться следующим образом:
1) преимущественно по задней поверхности и незначительно—по передней (рис., а),
2) преимущественно по передней поверхности и незначительно—по задней (рис. , б);
3) одновременно по передней и задней поверхностям (рис. 35, в),
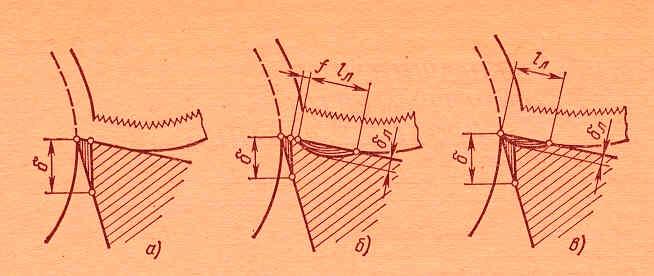
Рисунок 5.1 - Виды износа инструмента
4) округляется лезвие (рис., г). Инструменты изнашиваются по задней поверхности преимущественно при обработке пластичных материалов с толщиной среза меньше 0,1 мм, а также при обработке хрупких металлов, когда образуется стружка надлома (сыпучая стружка). При малой толщине среза большое влияние на износ оказывает упругая деформация поверхностного слоя металла, находящегося в контакте с задней поверхностью. При износе на задней поверхности образуется площадка с нулевым задним углом. Износ задней поверхности h измеряется вдоль изношенной площадки.
Инструменты изнашиваются по передней поверхности преимущественно при обработке пластических металлов с толщиной среза больше 0,5 мм. При этом на передней поверхности вырабатывается лунка, которая постепенно увеличивается, и, когда ширина перемычки f достигает нуля, наступает полный износ резца. Этот случай износа особенно характерен при образовании нароста, когда защищено лезвие. Износ по передней поверхности измеряется глубиной лунки bл. При образовании лунки уменьшается угол резания.
Износ одновременно по передней и задней поверхностям происходит при обработке пластических металлов с толщиной среза 0,1—0,5 мм.
Последний случай износа встречается при чистовой обработке материалов, обладающих низкой теплопроводностью, в частности, пластмасс. При этом под влиянием высокой температуры лезвие быстро размягчается и притупляется. Этот износ также бывает при обработке вязких высоко-прочных металлов (например, аустенитных сталей). Следует отметить, что округление лезвия происходит при любом износе, но в последнем случае интенсивность округления более высока.
Износ по задней поверхности является основной причиной затупления инструмента. Поэтому критерием износа обычно служит размер hз изношенной площадки на задней поверхности. Кроме того, износ на задней поверхности легче измерить, чем на передней. Величина hз, при которой дальнейшая работа инструмента должна быть прекращена, может быть названа допустимым износом или нормой износа. При чистовой обработке от величины износа инструмента зависит чистота и точность обработанной поверхности. Для таких инструментов установлен технологический критерий затупления—такая величина износа, при превышении которой чистота и точность обрабатываемой детали перестают удовлетворять заданным техническим условиям. Характерная кривая износа инструмента, изнашивающегося одновременно по передней и задней поверхностям, показана на рис.. Наиболее интенсивно протекает износ в начальный период работы инструмента (участок кривой ОА). Участок АВ соответствует нормальному периоду износа. По достижении определенной величины hз (точка В) интенсивность износа (участок ВС) начинает резко увеличиваться, и если не прекратить работу, то инструмент очень быстро потеряет свои первоначальные геометрические параметры. Величина износа hз, соответствующая началу ускоренного износа (точка В), будет критерием износа.
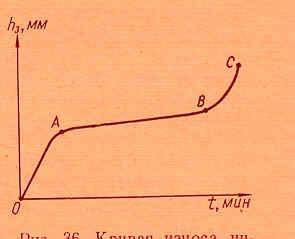
Рисунок 5.2 - Кривая износа инструмента
Износ в большой мере зависит от геометрических параметров инструмента. Поэтому выбранные значения углов и форма режущей части инструмента должны быть таковы, чтобы его износ был минимальным. Геометрия инструмента, обеспечивающая наименьший его износ, называется оптимальной.