

2. Геометрия резцов
2.1 Общие сведения о геометрии резцов
У режущей части резца различают следующие элементы (рисунок 1): переднюю поверхность 2, по которой сходит стружка: задние поверхности 1 и 6, обращенные к обрабатываемой заготовке; режущие лезвия 3, 4, образующиеся пересечением передней и задних поверхностей.
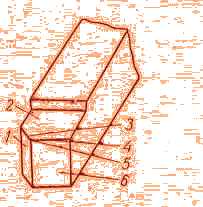
Рисунок 2.1 – Элементы режущей части токарного резца
Лезвия разделяются на главное 4 и вспомогательное 3. Главное лезвие выполняет основную работу резания. Соответственно различают главную заднюю поверхность 6, примыкающую к главному лезвию, и вспомогательную заднюю поверхность Л примыкающую к вспомогательному лезвию. Вершина резца 5 представляет собой место сопряжения главного лезвия со вспомогательными.
Взаимное расположение указанных поверхностей и лезвий в пространстве определяется при помощи ряда углов, которые в совокупности составляют геометрию резца.
Геометрия режущего инструмента оказывает большое влияние на производительность процесса резания. Поэтому выбор углов инструмента является важным этапом при назначении режимов резания.
Различают геометрию инструмента в статике и в процессе резания.
В первом случае инструмент рассматривается как геометрическое тело, находящееся в неподвижном состоянии; во втором случае геометрия инструмента рассматривается с учетом траектории относительного движения главного лезвия и фактического его расположения относительно обрабатываемой детали.
Углы, соответствующие статическому положению инструмента, называются статическими углами или углами заточки.
Углы, соответствующие положению инструмента в процессе резания, могут быть названы кинематическими углами. Между статическими и кинематическими углами существует математическая зависимость.
Кинематические углы характеризуют режим работы инструмента, который влияет на его износ, качество обработанной поверхности и усилия, возникающие в процессе резания. Непосредственное измерение кинематических углов на инструменте невозможно. Кроме того, они при одних и тех же статических углах могут изменяться в зависимости от условий работы.
Статические углы не определяют режима работы инструмента, но знание их необходимо для изготовления и контроля его геометрической формы. Если эти углы не изменяются в процессе резания, то они, как и кинематические, характеризуют режим работы инструмента.
Углы инструмента могут быть неодинаковыми в различных точках лезвия. Поэтому одну из точек, которая должна отвечать условиям работы инструмента, принимают за характерную. Это может быть точка, расположенная на вершине резца и максимально приближенная к оси обработанной поверхности, так как износ в первую очередь происходит на этом участке лезвия.
2.2 Геометрия резцов в статике
На обрабатываемой детали различают следующие поверхности (рис. 2): обрабатываемую 3, с которой снимается припуск; обработанную 5, полученную после снятия припуска поверхность резания 4, образуемую непосредственно лезвием.
Для определения углов резца установлены исходные координатные плоскости: плоскость резания 2, основная плоскость 1, а также главная А—А и вспомогательная Б—Б секущие плоскости, изображенные на рисунке 3.
При рассмотрении геометрии резца в статике плоскость резания расположена вертикально. Это облегчает измерение углов. Под плоскостью резания понимается плоскость, проходящая через главное лезвие и вектор скорости резания характерной точки (точка А). Плоскость резания касательна к поверхности резания. Приведенное определение плоскости резания относится к резцам с прямолинейным лезвием. Для резцов с криволинейным лезвием положение плоскости резания определяется прямыми: касательной к лезвию, проведенной через рассматриваемую его точку, и вектором скорости резания той же точки.
Под скоростью резания понимается скорость перемещения лезвия резца относительно обрабатываемой детали. При статическом положении резца направление вектора скорости резания противоположно направлению вектора скорости вращения обрабатываемой детали, так как движение подачи не не учитывается. При установлении геометрии резца в процессе резания за скорость резания принимается результирующая скорость.
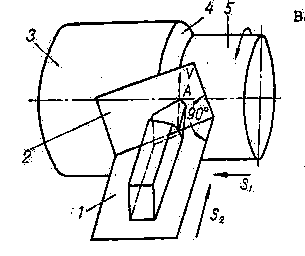
Рисунок 2.2 – Координатные плоскости
При рассмотрении геометрии резца в статике скорость резания —понятие условное вследствие отсутствия движений. Но определение плоскости резания с помощью вектора скорости резания является не частным, а общим и применимым для геометрии резца в процессе резания. Это же определение плоскости резания может быть распространено и на другие виды инструмента.
Основная плоскость — плоскость, нормальная к вектору скорости резания, а следовательно, и к плоскости резания.
Главная секущая плоскость А—А—плоскость, нормальная к проекции главного лезвия на основную плоскость (рис. 3).
Вспомогательная секущая плоскость Б—Б — плоскость, нормальная к проекции вспомогательного лезвия на основную плоскость.
Углы резца, измеряемые в главной секущей плоскости, принято называть главными, так как они характеризуют рабочий клин инструмента. К таким углам относятся:
передний угол g — угол между касательной к передней поверхности и нормалью к плоскости резания, проведенными через рассматриваемую точку лезвия; 1
задний угол a — угол между касательной к задней поверхности, проведенной через рассматриваемую точку лезвия, и плоскостью резания ;
угол заострения b — угол между касательными к передней и задней поверхностям, проведенными через рассматриваемую точку лезвия;
угол резания d —.угол между плоскостью резания и касательной к передней поверхности, проведенной через рассматриваемую точку лезвия.
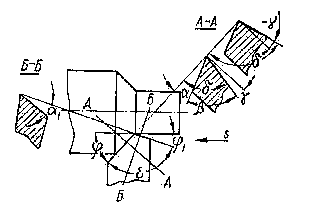
Рисунок 2.3 – Углы резца в статике
Если угол резания меньше 908, то передний угол считается положительным, если же больше 90°—отрицательным. При положительном значении угла g
a + b + g = 908 и d + g =908.
При отрицательном значении угла g
d - g = 908.
Вспомогательным задним углом a1 называется угол между касательной к вспомогательной задней поверхности, проведенной через рассматриваемую точку вспомогательного лезвия, и плоскостью, перпендикулярной к основной плоскости.
Главным углом в плане w называется угол между проекцией главного лезвия на основную плоскость и направлением подачи.
Вспомогательным углом в плане w1 называется угол t между проекцией вспомогательного лезвия на основную плоскость и направлением подачи.
Углом при вершине резца e называется угол между проекциями главного и вспомогательного лезвий на основную плоскость. Сумма этих углов в плане равна 1808, т. е.
w + w1 + e = 180°.
Углом наклона главного лезвия l называется угол между нормалью к вектору скорости резания и главным лезвием (рисунок 4).
Угол l измеряется в плоскости резания. Он может быть положительным, отрицательным и равным нулю. Если угол между вектором скорости и направлением главного лезвия меньше 90°, то угол l положительный, и наоборот,—отрицательный, если угол между вектором скорости и направлением главного лезвия больше 90°. Когда главное лезвие параллельно основной плоскости, угол l равен нулю.
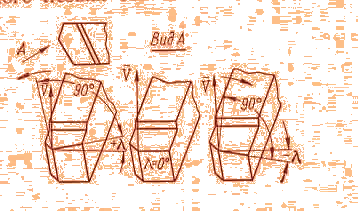
Рисунок 2.4 – Углы наклона главного лезвия
Все приведенные определения углов резца по существу справедливы и для других режущих инструментов. Однако, имеются и частные определения углов, применимые только для одного какого-либо инструмента. Например, определение угла l для резца может быть сформулировано следующим образом: углом наклона главного лезвия называется угол, заключенный между лезвием и линией, проведенной через вершину резца параллельно основной плоскости. В этом случае угол l считается положительным, если вершина угла является самой низкой точкой лезвия, и отрицательным — при наивысшем ее положении. Угол наклона вспомогательного лезвия l1, в противоположность углу наклона главного лезвия, считается положительным, если вершина резца является наивысшей точкой лезвия, и отрицательным—при низшем ее положении..
Угол наклона вспомогательного лезвия l1 определяется по формуле :
tgl1 = tg g sin(w + w1) + tg l cos (w + w1) (3)
Если угол g или угол l отрицательный, в формуле (3) перед соответствующим слагаемым надо поменять знак на обратный.
Лезвие инструмента, даже тщательно изготовленного (правильно заточенного и доведенного), не является геометрической линией, а из-за округления представляет собой поверхность, которую с некоторым приближением можно считать цилиндрической поверхностью радиуса r (рисунок 5). Величина этого радиуса зависит от свойств инструментального материала и технологии изготовления режущего инструмента. Например, заточенные резцы с углом заострения b= 70° имеют следующие значения радиуса округления
лезвия: быстрорежущие — r = (12-15) 10-3 мм; твердосплавные — r = (18-—24) 10-3 мм. У твердосплавных резцов, доведенных алмазными кругами, радиус округления лезвия уменьшается до (5- 8) 10-3 мм.
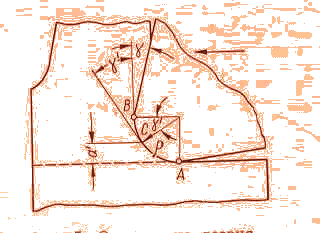
Рисунок 2.5 – Округление лезвия
Величина r определяет остроту лезвия. От степени остроты лезвия зависит толщина слоя обрабатываемого материала, которую может срезать инструмент. Если толщина этого слоя мала по сравнению с величиной r, то его срезания может не произойти. Это объясняется тем, что слой, подлежащий удалению, будет не срезаться, а подминаться округленным лезвием. Известно, что когда толщина срезаемого слоя примерно равна половине r, может осуществиться резание; если она равна радиусу округления, срезание материала становится более стабильным.
Точки лезвия, расположенные на округленном участке, имеют угол резания 90° и больше. Так, в точке В d = 90°, в точке А d = 180° (рис. 5). Угол резания в любой точке С равен 90° + g1. Угол g1 определяется по формуле:
sin
g1
=
![]() .
.