

Восстановление вооружения ч1
.pdfсквозные поражения при расстоянии между отдельными поражениями более 60 мм;
несквозные поражения с застрявшими пулями.
|
Типовая технология ремонта трещин |
|
|
||||||||
|
Дефекты устранять в зависимости от их характеристики и рас- |
||||||||||
положения. |
|
|
|
|
|
|
|
|
Т |
||
|
Несквозные трещины длиной до 100 мм: зашлифовать поверх- |
||||||||||
ность металла на ширине не менее 30 мм по обе стороны трещиныУ; |
|||||||||||
|
|
|
|
|
|
|
|
|
|
Н |
|
|
|
|
|
|
|
|
|
|
|
Б |
|
|
|
|
|
|
|
|
|
|
й |
|
|
|
|
|
|
|
|
|
|
и |
|
|
|
|
|
|
|
|
|
|
р |
|
|
|
|
|
|
|
|
|
|
о |
|
|
|
|
|
|
|
|
|
|
т |
|
|
|
|
|
|
|
|
|
|
и |
|
|
|
|
|
|
|
|
|
|
з |
|
|
|
|
|
|
|
|
|
|
о |
Р с. 28. Ограничение трещин сверлением |
|
|||||||
|
|
|
|
|
|
|
|
|
|
||
|
п |
|
|
|
|
|
|
|
|
|
|
е |
|
|
|
|
|
|
|
|
|
|
|
Р |
|
|
Рис. 29. Ремонт трещин без разделки под заварку |
||||||||
|
|
|
|
|
|
|
|
120 |
|
|
|
засверлить концы трещины сверлом диаметром не менее 8 мм так, чтобы след от трещины располагался только по одной стороне боковой поверхности отверстия (рис. 28). При наличии следа трещины и на противоположной стороне или на конической поверхности отверстия рассверлить отверстие сверлом большого диаметра или просверлить новое отверстие тем же сверлом со смещением
оси сверления в направлении развития трещины; |
|
|
||||||||
|
раззенковать отверстия под шов на глубину не менее 5 мм; |
|||||||||
|
забить в отверстие пробку из малоуглеродистой стали; |
|||||||||
|
заварить трещину вместе с пробками швом шириной неУменее |
|||||||||
10 мм (рис. 29); |
|
|
|
|
|
|
|
Т |
||
|
зачистить место сварки от шлака и брызг металла. |
|||||||||
|
Несквозные трещины длиной до 500 мм, но не более 25 % раз- |
|||||||||
мера детали в направлении трещины: |
|
Н |
||||||||
|
|
|
|
|
|
|
|
|
||
|
зачистить до металлического блеска прилегающие к трещине |
|||||||||
участки поверхности детали шириной не менееБ30 мм с каждой |
||||||||||
стороны; |
|
|
|
|
|
|
|
|
|
|
|
ограничить трещину сверлен ем отверстии на ее концах Допус- |
|||||||||
кается глубина сверления |
|
|
й |
|
|
|||||
азме ом, авным 70 % толщины детали; |
||||||||||
|
разделать трещину |
|
зава куис помощью выплави электриче- |
|||||||
ской дугой по всей длине между засверловками Глубина разделки |
||||||||||
|
|
|
|
|
|
|
р |
|
|
|
должна быть равна глубине залегания трещины но не более 70 % |
||||||||||
толщины детали, |
|
|
– 0,8–1,2: глубины трещины. Допускает- |
|||||||
|
|
|
|
|
под |
|
|
|
||
ся разделка трещ ны с помощью шлифовального круга; |
||||||||||
|
|
|
|
т |
|
|
|
|
||
|
зашлифовать поверхность разделки и участки поверхность де- |
|||||||||
тали на ширину 15–20 мм по обе стороны от краев кромок |
||||||||||
разделки; |
|
ширина |
|
|
|
|
|
|||
з |
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
||
|
заварить разделку; |
|
|
|
|
|
|
|||
|
зачистить место сварки от шлака и брызг металла. 3. Сквозные |
|||||||||
|
о |
|
|
|
|
|
|
|
|
|
тр щины длиной до 100 мм в деталях толщиной не более 45 мм и |
||||||||||
длинойпдо 30 мм в деталях толщиной более 45 мм ремонтировать |
||||||||||
как сквозные трещины длиной до 100 мм, причем глубина свер- |
||||||||||
лениядолжна быть не менее 70 % и толщины детали. |
|
|||||||||
Р |
Сквозная трещина длиной не более 25 % размера детали в |
|||||||||
направлении трещины, но не более 500 мм в деталях толщиной не более 45 мм:
121

зачистить до металлического блеска прилегающие к трещине участки поверхности детали шириной не менее 30 мм по обе стороны трещины к лицевой и тыльной стороне детали;
ограничить трещину сверлением сквозных отверстий на её концах;
разделать трещину под заварку по всей длине между засверловками на глубину не менее 50 % толщины детали с помощью вы-
плавки электрической дугой или шлифовального круга; |
|
|||||||||
|
зашлифовать поверхность разделки и участки поверхности де- |
|||||||||
тали на ширине 15–22 мм по обе стороны от краев кромок |
У |
|||||||||
разделки; |
|
|
|
|
|
Н |
|
|||
|
|
|
|
|
|
Т |
||||
|
заварить разделку; |
|
|
|
|
|||||
|
забить в отверстия заглушки в виде отрезков прутка и прива- |
|||||||||
рить их с лицевой и тыльной стороны детали; |
|
|
|
|||||||
|
|
|
|
|
|
|
й |
|
|
|
|
заварить трещины е тыльной стороны детали швом шириной не |
|||||||||
менее 10 мм; |
|
|
|
Б |
|
|
||||
|
зачистить места сварки от шлака |
брызг металла. Если нет до- |
||||||||
ступа к трещине с тыльной |
стороны |
детали, допускается односто- |
||||||||
ронняя заварка трещины. П и этом глуб на разделки должна быть |
||||||||||
|
|
|
|
|
о |
|
|
|
|
|
увеличена до 70 % толщины деталии. |
|
|
|
|||||||
|
|
|
|
т |
|
|
|
|
|
|
|
|
|
и |
|
|
|
|
|
|
|
|
п |
з |
|
|
|
|
|
|
|
|
|
Рис. 30. Разделка сквозных трещин под заварку при невозможности обеспече- |
|||||||||
е |
ония доступа к трещине с тыльной стороны детали |
|
|
|||||||
Р |
|
|
|
|
|
|
|
|
|
|
Сквозная трещина длиной не более 25 % размера детали в направл нии трещины, но не более 500 мм в деталях, толщиной более 45 мм (кроме лобовой части башни):
122

|
У |
Рис. 31. Разделка сквозных трещин под заварку в деталях толщиной более 45 мм |
|
Н |
|
зачистить до металлического блеска прилегающиеТк трещине |
|
Б |
|
участки поверхности детали шириной не менее 50 мм c каждой |
|
стороны трещины на лицевой и тыльной стороне детали; |
|
й |
|
разделать трещину под заварку с помощью выплавки электри- |
|
ческой дугой в направлении от концов к середине. За начальную точку выплавки брать точку, удаленнуюиот конца трещины на
20–25 мм в направлении развит я трещ ны. Выплавлять металл c лицевой и тыльной стороны детали на глубину 25–30 % толщины
детали; |
|
по |
|
|
|
|
|
зашлифовать поверхн сть азделки и участки поверхности де- |
|||
|
т |
рбе стороны от краев промок |
|
тали на ширину 16–20 мм |
|||
разделки; |
можностиобеспечения доступа к трещине с тыльной |
||
При |
|||
заварить разделку; |
|
|
|
зачистить места сварки от шлака и брызг металле. |
|||
|
нево |
стороны детали допускается разделка трещины только с лицевой |
|
|
п |
стороны. Призэт м глубина разделки должна быть увеличена до |
|
70 % т лщины детали, |
|
е |
|
Р |
Продольная трещина в сварном шве: |
|
|
|
123 |

|
|
|
|
|
|
У |
|
|
|
|
|
Т |
|
|
|
|
|
Н |
|
|
Рис. 32. Разделка трещин в сквозных швах при несквозном проваре |
||||||
|
|
|
|
Б |
|
|
зачистить от краски участок шва с трещиной и прилегающие к |
||||||
нему участки шириной не менее 30 мм; |
|
|
|
|||
выплавить или удалить механическим путем дефектный уча- |
||||||
заварить разделку; |
|
разделки |
|
|
|
|
сток; |
|
|
|
|
|
|
зашлифовать поверхность |
|
нрилегающие участки де- |
||||
|
|
сварных |
|
|
|
|
талей на расстоянии не менее 30 мм отйкраев кромок разделки; |
||||||
зачистить место сварки |
т шлака и брызг металла, |
|
|
|||
Поперечные трещины в |
|
швах; |
|
|
||
зачистить до ме аллическ го блеска дефектный участок на |
||||||
длине 20–25 мм по обе сороны от трещины, а также участки дета- |
||||||
лей на расстоян |
15–20тмм от шва; |
|
|
|
||
высверлить |
ли выплавить с зачисткой участок шва с трещиной |
|||||
о |
|
|
|
|
|
|
на глубину распложения трещины; |
|
|
|
|||
п |
|
|
|
|
|
|
выр внятьзшлифовкой поверхности разделки; |
|
|
||||
заварить разделку; |
|
|
|
|
|
|
зачистить место сварки от шлака и брызг металла. |
|
|
||||
Р |
|
|
|
|
|
|
Типовая технология ремонта снарядных поражении. |
|
|||||
еДефекты от снарядных поражений устранять в соответствии с |
||||||
их характеристикой и расположением. |
|
|
|
|||
Сквозные поражения площадью не более 25 см2 в деталях толщиной не более 30 мм:
срубить или снять шлифовальным кругом все неровности на поверхности с лицевой и тыльной стороны детали;
124

зачистить поверхности детали на расстоянии 50–80 мм от кромок поражения;
|
|
|
|
|
|
|
|
|
|
У |
|
|
|
|
|
|
|
|
|
Т |
|
|
|
|
|
|
|
|
Н |
|
||
Рис. 33. Ремонт одиночных пробоин в деталях толщиной не более 30 мм |
||||||||||
|
|
|
|
|
|
й |
|
|
|
|
вырезать круглую или овальную накладку из броневой стали |
||||||||||
толщиной 10–20 мм; |
|
|
|
|
Б |
|
|
|||
Установить накладку на поражен е |
прихватить в двухтрех |
|||||||||
местах электросваркой. Длина |
хваток 15–20 мм; |
|
|
|||||||
|
|
|
|
пр |
|
|
2 |
|
|
|
обварить накладку по конту у швом с катетом, равным толщине |
||||||||||
накладки; |
|
|
о |
и |
|
|
|
|
||
зачистить место сварки |
т шлака и брызг металла. |
|
|
|||||||
|
|
т |
|
|
|
|
|
|
|
|
Сквозные поражения пл щадью не более 25 см с сопутствую- |
||||||||||
|
и |
|
олщиной не более 30 мм: |
|
|
|||||
щими трещинами в де алях |
|
|
||||||||
ремонтировать рещ ны. |
|
|
|
|
|
|
|
|||
з |
|
|
|
|
|
|
|
|
|
|
ремонтировать пробо ну, предварительно сошлифовав усиле- |
||||||||||
о |
|
|
|
|
|
|
|
|
|
|
ние сварного шва под установку накладки. |
|
|
|
|
||||||
Скв зные п ражения площадью более 25 см3:
нанестипмел м окружность под вырезку отверстия, целиком охватывающего пробоину; еустановить с тыльной стороны детали карман для предохране-
Рния внутреннего объема от пламени и брызг расплавленного металла (рис. 34);
вырезать кислородной струей коническое отверстие ручным кислородным резаком с применением циркульного устройства, обеспечивающего перемещение головки резака по окружности и наклон головки под углом 15° к оси вращения;
125

срезать фаску на тыльной стороне детали с помощью кислородного резака через прорезанное отверстие;
|
|
|
|
|
|
|
|
|
|
Н |
У |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Б |
|
|
Рис. 34. Пример установки защитного кармана из тонколистовойТстали |
||||||||||
|
|
|
|
|
|
|
|
|
й |
|
|
|
|
|
|
|
|
|
|
и |
|
|
|
|
|
|
|
|
|
|
р |
|
|
|
|
|
|
|
|
|
|
о |
|
|
|
|
|
|
|
|
|
|
т |
|
|
|
|
|
|
|
|
|
Рис. 35. Разделка скв зных снарядных поражений: |
|
|||||||
|
|
|
|
|
1 – к ническ е тверстие; 2 – фаска |
|
|||||
|
|
|
|
и |
|
|
|
|
|
|
|
|
|
|
з |
|
|
|
|
|
|
|
|
|
|
о |
|
|
|
|
|
|
|
|
|
|
п |
|
|
|
|
|
|
|
|
|
|
е |
|
|
|
|
|
|
|
|
|
|
|
Р |
|
|
|
|
|
|
|
|
|
|
|
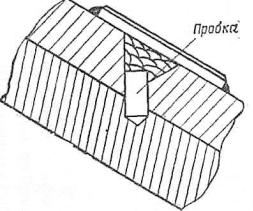
ис. 36. Ремонт сквозных снарядных поражений установкой конической пробки
126

выровнять поверхность отверстия с помощью электрической дуги и зашлифовать шлифовальным кругом. Удалить аплавку с кромок отверстия;
снять защитный карман; забить в отверстие коническую пробку из спецстали и заварить
электродом, как показано на рис. 36; зачистить места сварки от шлака и брызг металла.
Сквозные поражения при кучном попадании в детали толщиной
не более 45 мм ремонтировать как сквозное поражение площадью |
||||||||||
более 25 см2. |
|
|
|
|
Н |
У |
||||
|
Несквозные поражения глубиной до 10 % толщины детали до- |
|||||||||
пускается оставлять без ремонта, с плавной их зачисткойТ. |
||||||||||
|
Несквозные поражения глубиной от 10 до 60 % толщины |
|
||||||||
детали: |
|
|
|
|
|
|
й |
|
|
|
|
зачистить до металлического блеска прилегающие к кромкам |
|||||||||
поражения участки поверхности детали на расстоянииБ |
не менее |
|||||||||
50 мм; |
|
|
|
|
|
|
|
|
|
|
|
срубить или снять шлифовальным кругом острые кромки пора- |
|||||||||
|
|
|
|
|
|
|
р |
|
|
|
жения. Ширина фаски не менее 5 мм; |
|
|
||||||||
|
|
|
|
|
|
о |
|
|
|
|
|
заварить поражение в несколькоислоев до заполнения. Каждый |
|||||||||
слой очистить от шлака. П и емонте указанного поражения до- |
||||||||||
|
|
|
|
|
т |
|
|
|
|
|
пускается заварка поражения или приварка накладки из броневой |
||||||||||
стали круглой |
или |
|
|
|
|
|
||||
овальной формы толщиной не менее 30 % тол- |
||||||||||
щины ремонт руемой де али. При применении накладки прямо- |
||||||||||
|
|
|
з |
|
|
|
|
|
|
|
угольной формы рад ус закругления углов накладки в плане дол- |
||||||||||
|
|
о |
|
|
|
|
|
|
||
жен быть не менее 50 мм. |
|
|
|
|
||||||
|
Нескв ные п ражения с застрявшим снарядом (рис. 37): |
|
||||||||
|
п |
|
|
|
|
|
|
|
|
|
е |
|
|
|
|
|
|
|
|
|
|
Р |
Рис. 37. Ремонт несквозных снарядных поражений с застрявшим снарядом |
|||||||||
|
||||||||||
зачистить от краски участки поверхности детали вокруг поражения шириной не менее 30 мм;
127
|
срезать выступающую часть снаряда электрической, дугой или |
||||||||
газовым резаком на 10 мм ниже поверхности тела детали; |
|
||||||||
|
зашлифовать поверхность среза и кромок шлифовальным кру- |
||||||||
гом; |
|
|
|
|
|
|
|
|
|
|
заварить поражение заподлицо с плоскостью детали; |
|
|||||||
|
зачистить место сварки от шлака и брызг металла. |
|
У |
||||||
|
Несквозные поражения глубиной более 60 % толщины детали |
||||||||
ремонтировать как сквозное поражение. |
|
Т |
|||||||
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
Н |
|
|
|
|
|
|
|
|
|
Б |
|
|
|
|
|
|
|
|
й |
|
|
|
|
|
|
|
|
и |
|
|
|
|
|
|
т |
ражений |
верхнего лобового листа корпуса |
|||||
|
Рис. 38. Ремонт снарядных п |
|
|||||||
|
|
ражение |
|
|
|
|
|
|
|
|
Несквозное пораженое глубиной менее 60 % толщины детали с |
||||||||
|
з |
|
|
|
|
|
|
|
|
выпучиной на тыльной с ороне, мешающей работе агрегатов, ре- |
|||||||||
монтировать как сквозное поражение. |
|
|
|
||||||
|
Скв зн е п |
|
верхнего лобового листа корпуса (рис. 38): |
||||||
|
срезать рваные кромки поражения газовым резаком; |
|
|||||||
|
п |
|
|
|
|
|
|
|
|
|
зачистить п верхность поражения и прилегающие к нему |
||||||||
е |
|
|
|
|
|
|
|
|
|
участкиооверхности детали шириной не менее 50 мм от краски и |
|||||||||
окалины; |
|
|
|
|
|
|
|
|
|
Р |
|
|
|
|
|
|
|
|
|
вбить в полость поражения металлический кляп, утопив наружный торец кляпа на 30–40 мм внутрь поражения;
заварить полость поражения; сошлифовать местные выступы и наплавы после сварки
установить и прихватить в трех-четырех местах электросваркой овальную накладку, вырезанную из броневой стали толщиной
30 мм;
128

обварить накладку по периметру швом с катетом 20 мм; срезать газовым резаком фаску 8×8 на наружной стороне
накладки. Указанную операцию допускается выполнять при вырезке накладки;
зачистить место сварки от шлака, наплавов и брызг металла. Несквозное поражение лобовой части башки глубиной до 5 %
толщины основы без выпучин с тыльной стороны допускается |
|||||||
оставлять без ремонта, трещины удалить. Острые кромки сошли- |
|||||||
фовать. |
|
|
|
|
|
|
|
|
Несквозное поражение лобовой части башни глубиной болееУ |
||||||
|
|
|
|
|
|
|
Н |
5 % толщины основы (рис. 39) без выпучин с тыльной стороны ре- |
|||||||
монтировать как сквозное поражение основы верхнегоТлобового |
|||||||
|
|
|
|
|
|
|
Б |
листа корпуса. Допускается накладки не устанавливать. |
|||||||
|
|
|
|
|
|
й |
|
|
|
|
|
|
и |
|
|
|
|
|
|
р |
|
|
|
|
|
|
о |
|
|
|
|
|
|
з |
т |
|
|
|
|
Рис. 39. Рем нт несквоиных снарядных поражений лобовой части башни глубиной |
|||||||
|
п |
|
более 5 % толщины основы |
||||
е |
|
|
|
|
|
|
|
|
При любом поражении на лобовой части башни необходимо |
||||||
пров рить состояние тыльной стороны, а также нет ли трещин в |
|||||||
Р |
|
|
|
|
|
|
|
д талях и сварных швах. При обнаружении указанных дефектов устранять их.
Несквозное поражение лобовой части башни с выпучиной на тыльной стороне, мешающей работе агрегатов (рис. 40):
с лицевой стороны ремонтировать как сквозное поражение основы верхнего лобового листа корпуса без установки накладки.
с тыльной стороны сплавить выпучину электрической дугой;
129