

30.Обобщенная структурная схема станка с чпу
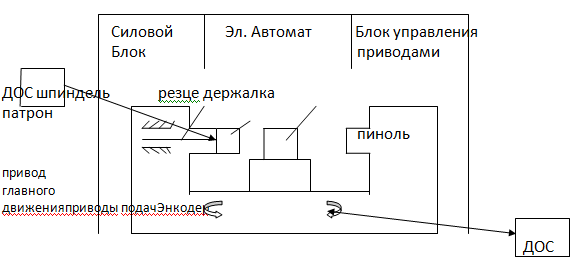
Особенностью станков с ЧПУ является наличие управляемых приводов, которые обеспечивают необходимое режимы обработки. Функциями ЧПУ являются: формирование сигналов управления для приводов, которые представляют собой аналоговые сигналы или двоичный код(0-10 В). Сигналы изменяются в соответствии с программой обработки записанной в память УЧПУ(устройство числового программного управления). Эти сигналы в устройстве управления приводами преобразуются таким образом, что бы обеспечить вращение двигателя привода с требуемой скоростью. Для поддержания постоянство скорости вращения двигателя используют датчики обратной связи. Сигналы с этих датчиков поступают в соответствующий узел УЧПУ, где происходит преобразование одиночных импульсов в скорость вращения двигателя. Датчики могут использовать принцип модуляции светового или магнитного потока, так же могут использоваться фаза вращательные принципы работы, в некоторых случаях используют растровые датчики. Для управления выбором инструмента, изменения диапазона вращения, взаимодействия с концевыми выключателями и т.п. используется электроавтоматика. В качестве электроавтоматики станка используют реле и спец. электронные устройства, относящиеся к системам промышленной автоматики. Управление электроавтоматикой станка осуществляется через узел электроавтоматики ЧПУ. В качестве такого узла в современных системах ЧПУ используют как правило плк. Для обеспечения взаимодействия УЧПУ с оператором используется пульт оператора, который включает в себя монитор, станочный пульт и пульт ЭВМ.
Система ЧПУ помимо УЧПУ включает чертёж детали, систему подготовки программы и систему технологической подготовки. Эта система обеспечивает информацией о технологическом процессе, режимах резания. Кроме того в систему ЧПУ включаются приспособления, инструменты и т.д.
31.Классификация систем с чпу
По степени совершенства и функциональным возможностям системы ЧПУ делятся на:
NC ( характеризуются аппаратной реализацией алгоритмов, т.е. работают по жёсткой логике, рассчитаны на работу с оператором и предназначены для управления ограниченным классом технологического оборудования);
SNC (расширенные NC, отличаются расширенным объёмом оперативной памяти);
CNC( computernumericalcontrol, построены на базе микро ЭВМ и микропроцессоров, обеспечивают унификацию средств управления, т.е. являются многоцелевыми) ;
DNC(непосредственно числовое управление, используется в ГПС, при этом ввод управляющей программы осуществляется непосредственно от ЭВМ высшего ранга ).
По виду движения исполнительных механизмов станки ЧПУ делятся на позиционные, контурные и комбинированные.
По числу потоков информации системы ЧПУ делятся на:
Разомкнутые;
Замкнутые;
Адаптивные.
Все функции систем ЧПУ делят на 4 класса:
Геометрическая задача;
Логическая задача;
Технологическая задача;
Терминальная задача.
(взято со шпоры 5 курса автоматизации, тоже Сиротин)
Разомкнутыесист хар-ся только одним потоком инфы, напрвлен от управляющей проги к рабочему органу станка. Перемещение раб органа при этом не контролируется и не сопоставл с заданным управл прогой. Обычно такие сист использ шаговые дв-ли.Дост.:простота конструкции, т.к отсутств канал ОС.
Замкнутхар-ся 2-мя потоками инфы. Один поступ от управл проги, а др. – от датчиков ОС. Эти сист обеспечив более высокую точность обработки, яв-ся более сложными.
Самонастр.сист могут приспосаблив к изменению внешних условий. Онии имеют доп потоки инфы, позволяющ корректировать процесс обработки с учетом деформации сист «станок-приспособление-инструмент-деталь» (СПИД) и ряда случайных факторов (колебание припуска)
Все фун-ции сист ЧПУможно разделить на 4 класса:
1) геометрич задача – упр-е формообразованием
2) логич задача – упр-е электроавтоматикой
3) технологич задача – упр-е рабочим процессом станка
4) терминальная задача – задача взаимод с окруж средойи внешними системами.
Геометрич задачасост в получении детали соответств чертежу.
Логическая задача ЧПУзаключ в управлении электроавтоматикой станка: смена инструм., направление вращения, смазка.
Терминальная задача– задача диалога с оператором и с др сист упр-ния. Взаимод с др сист упр-ния может происходить как по горизонтали, так и по вертикали.
Технологическая задача- достижение требуемого качества детали с наименьшими затартами (точность обраб).
Формообразующ дв-ния образуются следящими приводами подачи станка. Эти приводы расположены так, что они соответств координатной системе станка, в кот осуществл движение инструмента к заготовке. Т.к все перемещения записываются в кадрах управл проги, совокупность этих кадров в конечном итоге должна обеспечиватьтраекторию перемещения инстумента.
Инфа рабочего кадра носит обобщ хар-р. Ее можно представить в виде элементарных перемещ. Вычислит процедура УЧПУ, обеспечивающ переход от укрупненного описания с заданным перемещением к оперативным командам ф-ции времени для исполнительным приводов наз. интерполяцией.
Интерполяция осуществл над целыми числами, кажд ед котор соотв наименьшему перемещению или углу поворота рабочего органа станка, контролируемым в процессе управления. Такое соответствие понимают как дискретность перемещения. Поскольку контроль перемещ вдоль кажд корд оси выполн датчик ОС, постольку дискретность перемещения опред-ся ценой деления шкалы этого датчика.
Под дискретнойпонимается управляющ команда, поступающая на вход оператора. Привод отрабатывает эту дискрету в виде элементарного перемещ.
При линейной интерполяции исходя из заданной скорости подачи рассчит число управляющих дискрет.
По виду движения исполнительных механизмов ЧПУ делятся на:
- позиционные – системы ЧПУ, обеспечивающие установку рабочего органа в позицию, заданную программой управления станка.
- контурные – системы ЧПУ, обеспечивающие автоматическое перемещение рабочего органа по траектории и с контурной скоростью, заданной управляющей программой станком.
- комбинированные (цикловые)
По степени функц возможностей:
- NC– сист, осуществл обраб на станке по проге заданной в алфавитно-цифровом коде. Они хар-ся аппаратной реализацией алгоритмов, т.е работают по «желстой логике». Расчитаны на работу с оператором и предназнач ждя управл ограничен классом технологич оборудования.
- SNC– отлич наличием оперативной памяти для хранения всей управл проги. В основном получается за счет дооснащения системNCдополнит блоками памяти.
- CNC– ЧПУ этого класса построены на базе микро-ЭВМ И яв-ся представит 3-го поколения. Обеспечивают унификацию ср-в управления, т.е яв-ся многоцелевыми.