

28.Системы позиционного управления
Многие задачи управления манипуляционными и технологическими роботами требуют позиционирования в большом числе точек. При числе точек позиционирования по координате больше 8 решение задачи с помощью выдвижных упоров становится неэффективным и необходимо перейти к использованию исполнительных устройств со следящими приводами. Так возникли позиционные и контурные устройства ЧПУ ПР , в которых, помимо задания номера точки по каждому из звеньев, задаются и координаты этой точки в цифровой или аналоговой форме.
В качестве примера можно рассмотреть цифровую позиционную ЧПУ на базе жёсткого микропрограммного автомата и операционно-логического блока.
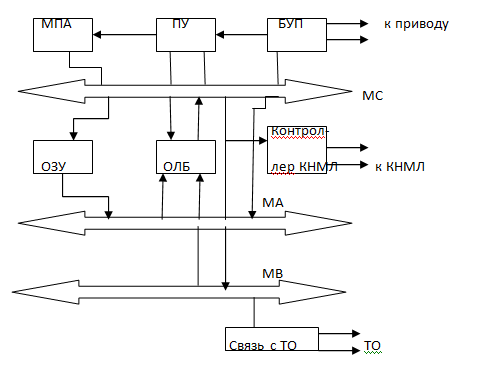
МПА– микропрограммный автомат
ПУ– пульт управления
БУП–блок управления приводами
ОЗУ–опер зап уст-во
ОЛБ–операционно-логический блок
Контроллер КНМЛ-кассетный накопитель на магнитной ленте
МПА формирует последовательность адресов, по которой из ОЗУ извлекаются микрокоманды, определяющие элементарное действие ПР. В ОЛБ эти микрокоманды преобразуются в сигналы управления, поступающие на блок управления приводами.
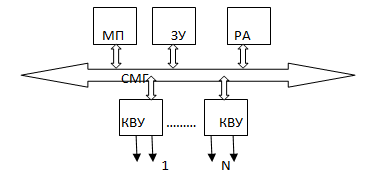
Многопроцессорные УЧПУ позволяют расширить функции позиционных СУ и увеличить число точек.
В качестве примера микропроц УЧПУ рассмотрим “Электроника НЦТМ-01”, построенное на основе микроЭВМ “Электроника 60” Структура имеет вид
Этот ПР используется для обслуживания токарных станков . Манипулятор имеет 5 звеньев , 2 из которых обеспечивают горизонт перемещение, остальные-вертик, поворот руки и вращение кисти. Для повышения производительности робот оснащен 2мя схватами, один из которых захватывает заготовку, другой извлекает готовую деталь. Устройство ЧПУ запрограммировано на стандартный цикл обработки упорядоченной тары. Пользователь вводит только данные, характеризующие очередную партию заготовок, тип кассеты, число деталей в кассете, число позиций в ряду кассеты, тип заготовки, коррекцию вертикального и горизонтального перемещений.
Такое микропроц УЧПУ имеет ограниченные функциональные возможности, т.к. в нем используются однопроцессорные структуры вычислителя, что не позволяет в реальном масштабе времени решать обратную кинематич задачу – задавать траекторию движения в системе координат схвата или в свободной системе координат с линейной или др интерполяцией между опорными точками. Для устранения этого недост используется многопроц УЧПУ Сфера36 , кот позвол реализ контурно-позиц СУ.
29.Системы контурного управления
МАВ–модуль
аналогового ввода
МВВ–модуль ввода-вывода (дискретный)
ПРУ–пульт ручного управления
СМГ–системная магистраль
МС–модуль связи
УПО–устройство последовательного обмена с ЭВМ
МГП–магистраль привода
МПП–микропроцессор привода
МОП–модуль управления приводом
ШИМ–широтно-импульсный модулятор
НГМД–накопитель на гибких магнитных дисках
Контурное управление обеспечивает перемещение манипуляторов ПР по непрерывным траекториям и с беспрерывно программируемой скоростью движения. Система контурного управления создается на аналоговых и цифровых принципах управления. Аналоговые системы управления более просты, но отличаются сложностью стыковки с ЭВМ. Перспективность использования цифровых систем управления обусловлена высокой точностью и удобством связи с обслуживаемым технологическим оборудованием и ЭВМ. Контурное управление - числовое программное управление станком, при котором перемещение его рабочих органов происходит по заданной траектории и с заданной скоростью для получения необходимого контура обработки. Для обработки плоских деталей используют системы контурной двухкоординатной, а для объемных деталей - трехкоор-динатной обработки. Программирование траектории движения рабочего органа промышленным роботом по опорным точкам интерполированием. а - линейным. б - круговым. в - волновым. Контурное управление можно представить как синхронное позиционное управление с большим числом программируемых и расположенных близко друг к другу точек позиционирования. При таком управлении программируют только опорные точки воспроизводимой траектории, а промежуточные определяют интерполированием с помощью специальных логических устройств - интерполяторов. Контурное управление позволяет производить перемещение манипуляторов ПР по непрерывным траекториям и с непрерывно программируемой скоростью движения.