

13 Обработка наружных и внутренних шлицевых поверхностей лезвийным инструментом.
Обработка шлицевых поверхностей в КСП и МП осуществляется инструментами, работающими методом обкатки: 1-червячные фрезы, 2-долбяки, 3-обкаточные резцы и т.д.
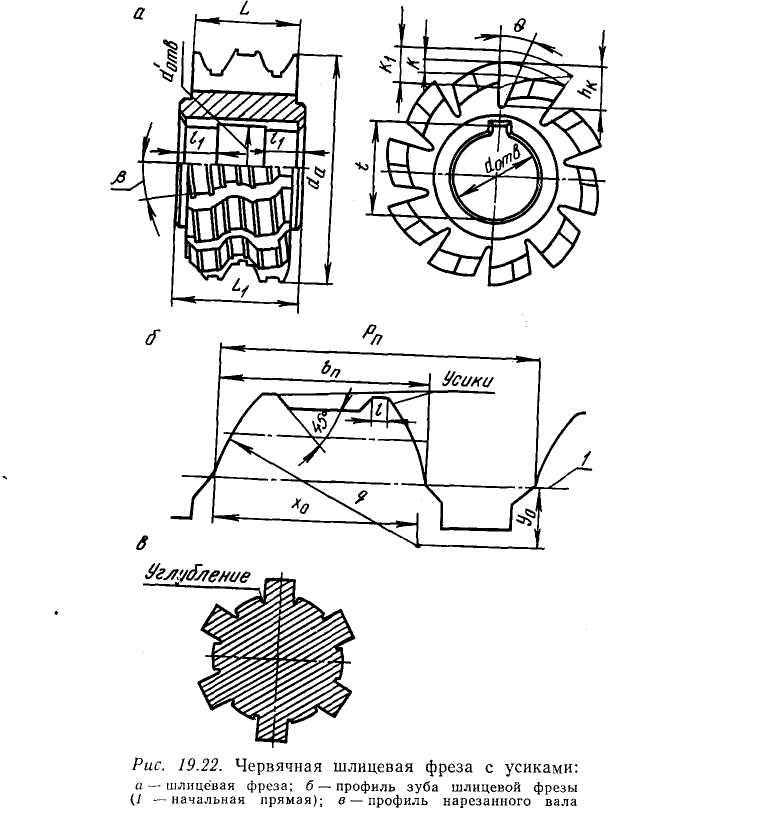
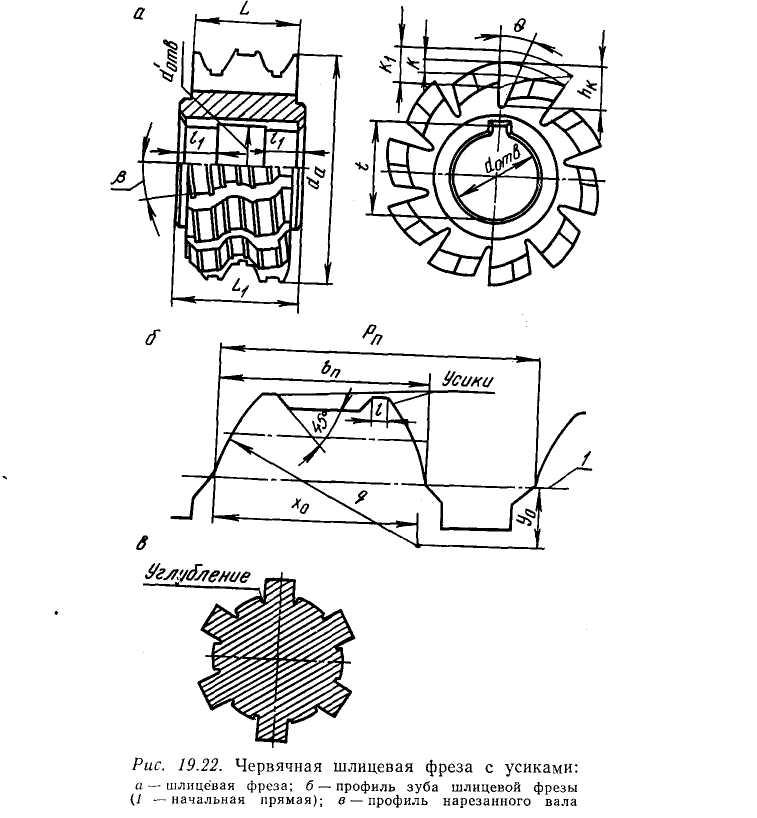
Наиболее широкое распространение для обработки шлицевых валов, имеющих прямоугольный профиль, получили червячные шлицевые фрезы. По своей конструкции и в зависимости от профиля выполняются следующие виды этих фрез: 1) без усиков; 2) с усиками; 3) с удлиненным зубом; 4) определенной установки.
В основе конструкции всех перечисленных фрез лежит обычная червячная фреза, работающая по методу обкатки. При работе обычной червячной фрезы без усиков на боковой поверхности шлица вала в результате движения обкатки образуется переходный непрямолинейный участок. Чтобы обеспечить получение прямолинейного профиля шлица вала по всей его боковой поверхности с канавкой для выхода шлифовального круга, применяются шлицевые червячные фрезы с усиками. Зуб такой фрезы имеет небольшие выступы (усики) на углах зубьев, которые врезаются глубже, чем вершина зуба фрезы, образуя у основания шлицев небольшие углубления. Если глубина такой канавки больше глубины переходной кривой, то сторона шлица будет прямолинейной до пересечения ее с окружностью внутреннего диаметра вала.
Протяжки для обработки шлицевых фасонных отверстий
Обработка шлицевых поверхностей в отверстиях втулок, зубчатых колес и других деталей производится обычно протягиванием прямобочными и эвольвентными шлицевыми протяжками. Для обработки шлицев с треугольным профилем используются протяжки «елочные».
Внутренний диаметр шлицевых отверстий может быть предварительно обработан чистовым осевым инструментом (зенкер с кольцевой заточкой, развертка), а затем шлицевые канавки прорезаются шлицевой протяжкой. Такой метод обработки называется раздельным. При другом комбинированном методе все элементы шлицевого отверстия обрабатываются одной комбинированной протяжкой. При этом обеспечиваются более качественные шлицевые отверстия при высокой производительности процесса.
Шлицевые протяжки чаще всего выполняются по генераторной или групповой схемам резания и реже по профильной. У протяжек генераторной схемы резания для обработки прямобочных шлицев подъем осуществляется на каждый зуб. Более широкое применение при обработке шлицевых отверстий имеют прогрессивные протяжки групповой схемы резания, у которых срезание отдельных слоев металлов в шлицевых пазах производится секцией из двух зубьев. Первый прорезной зуб снабжен боковыми скосами-фасками, благодаря чему он срезает более узкую стружку. Второй зачистной зуб имеет режущее лезвие полной ширины и срезает две стружки с краев канавки, которые сходят в сторону от стенок шлицевой канавки, и не царапает их. Во избежание срезания стружки по всей длине зачистной зуб выполняется ниже первого.
Эвольвентные протяжки, применяемые для обработки эвольвентных шлицев, конструируются чаще всего комбинированными цилиндрически-шлицевыми. Однако эвольвентное шлицевое отверстие можно обрабатывать простой шлицевой звольвентной протяжкой. При этом цилиндр выступов отверстия в детали обрабатывается чистовым осевым инструментом или цилиндрической протяжкой.
Комбинированные эвольвентные шлицевые протяжки могут выполняться обыкновенной конструкции с относительно малым подъемом на каждый эвольвентный зуб либо групповыми. В последнем случае черновые эвольвентные зубья по аналогии с протяжками для прямобочных шлицев делаются секционными из двух зубьев.
Протягивание винтовых шлицев отверстий отличается от протягивания обычных отверстий тем, что в процессе работы движение режущих кромок зубьев протяжки должно осуществляться по винтовой линии, что достигается сочетанием поступательного и вращательного движений двумя способами. Первый способ — оба движения сообщаются протяжке при неподвижной детали.
Второй способ — поступательное движение сообщается протяжке, а вращательное — детали.
Вращательное движение протяжки можно получить или непосредственно путем самовращения ее силами резания, или принудительно специальным механизмом.
Самовращение протяжки применяется при небольших углах наклона на винтовой линии шлицев (до 10°) и невысоких требованиях к точности шага.
Принудительное вращение может быть сообщено или протяжке, или детали. Механизмы для вращения протяжки являются конструктивно более простыми, чем механизмы для вращения детали.