

16 Чистовые методы обработки зубьев цилиндрических зк. Контроль з.К.
Окончательная чистовая отделка зубьев производится следующими способами:
Обкаткой.
Шевингованием.
Шлифованием.
Притиркой и приработкой.
1)Обкаткой — называется процесс получения гладкой поверхности зубьев незакаленного ЗК путем вращения его между тремя вращающимися закаленными шлифованными ЗК (эталонами). При этом получается некоторое исправление небольших погрешностей в форме зуба.
 2)
Шевингованием
— называется процесс чистовой отделки
зубьев незакаленного ЗК, заключающийся
в снятии очень мелких волосообразных
стружек, благодаря чему значительно
исправляются эксцентриситет начальной
окружности, ошибки в шаге, в профиле
эвольвенты и в угле подъема винтовой
линии.
2)
Шевингованием
— называется процесс чистовой отделки
зубьев незакаленного ЗК, заключающийся
в снятии очень мелких волосообразных
стружек, благодаря чему значительно
исправляются эксцентриситет начальной
окружности, ошибки в шаге, в профиле
эвольвенты и в угле подъема винтовой
линии.
Производится двумя способами:
шевером;
шевер-рейка.
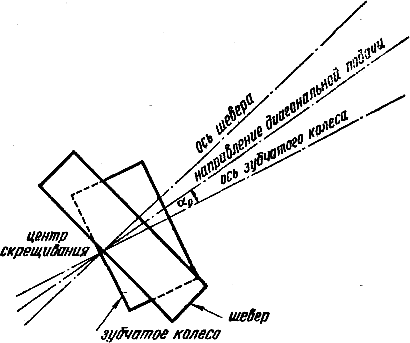
При шевинговании вращение передается от
шевера к ЗК. Шевер располагается относительно
оси ЗК под углом 15О.
Так же как и шевер, шевер-рейка изготовляется с
наклонными зубьями для обработки ЗК с прямым зубом. Для случая обработки ЗК с косым зубом — рейка имеет прямые зубья, расположенные перпендикулярно оси ЗК.
3) Шлифование зубьев увеличивает точность незакаленных и в особенности закаливаемых ЗК. Шлифование производится двумя методами:
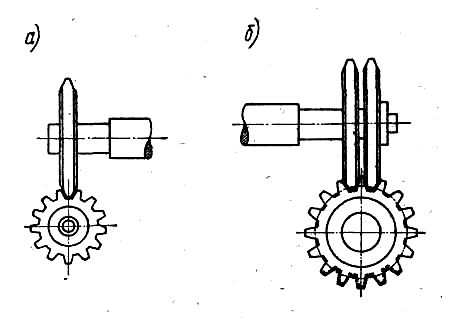 метод
копирования; (круг имеет профиль впадины
зубьев ЗК)
метод
копирования; (круг имеет профиль впадины
зубьев ЗК) метод
обкатки. (тарельчатые 1 или 2 круга,)
метод
обкатки. (тарельчатые 1 или 2 круга,)
4)Притирка широко применяется для чистовой, окончательной отделки зубьев после их термической обработки вместо шлифования, которое является операцией сравнительно малопроизводительной. Притирка получила большое распространение в тех отраслях машиностроения, где требуется изготовление точных зубчатых колес (автомобилестроение и др.). Процесс притирки заключается, в том, что обрабатываемое зубчатое колесо вращается в зацеплении с чугунными шестернями-притирами, приводимыми во вращение и смазываемыми пастой, состоящей из смеси мелкого абразивного порошка с маслом. Помимо этого обрабатываемое зубчатое колесо и притиры имеют в осевом направлении возвратно-поступательное движение друг относительно друга: такое движение ускоряет процесс обработки и повышает ее точность. Большей частью движение в осевом направлении придается притираемому зубчатому колесу.
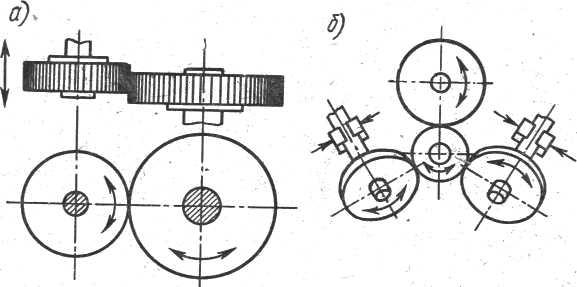
Рис. 182. Схемы притирки зубьев цилиндрических зубчатых колес
а) с параллельными осями притирок; б) со скрещивающимися осями притирок
Приработка зубьев отличается от притирки тем, что притираются два парных ЗК изготовленных для совместной работы.
17 Техпроцесс обработки валов (материалы, методы получения заготовок, базирование, способы обработки).
Ориентировочный техпроцесс обработки валов:
005 Подготовка комплекта чистовых баз. Подрезка торцев. Зацентровка.
010 Черновая обработка ступеней вала с переустановкой. Установка: патрон + задний центр.
015 Чистовая обработка ступеней вала с переустановкой в центрах с поводковым устройством.
После токарной обработки производится обработка др. поверхностей. В начале обрабатываются менее сложные поверхности, а последними - сложные, такие как зубья, шлицы.
Для обеспечения хорошей обрабатываемости валы изготавливают из углеродистой и легированной конструкционной сталей. Для неответственных валов применяют, стали с меньшим содержанием углерода. Цементируемые стали применяют для валов с высокой твердостью на поверхности и мягкой сердцевиной (Сталь 20, Сталь 30). Для ответственных валов прим. стали 20Х, 40Х, 40ХН и т.д. Для валов, работающих с большими нагрузками - высоколегированные стали (18ХНМА). Для валов, работающих с большими колебательными нагрузками прим. серый чугун (СЧ21, СЧ15). Валя могут получать из проката или штамповкой, литье; крупные валы – свободной ковкой; поперечноклиновой прокат.
При базировании валов применяют базирование по центровым базам с упором в один из торцев вала. Допускается не жесткие валы устанавливать в патроне по более точной шейке с обязательным поджатием центром. По наружной поверхности прим. патроны. Способы обработки: 1)обработка в центрах. Обеспечивает необходимую точность, позволяет использовать простые и точные приспособления; 2)обработка в 2 установа. Сначала обрабатывается внутренний диаметр и торец, а затем на базе отверстия и торца обрабатывается наружная поверхность. Самую низкую точность дает обработка в 2 установа от наружной поверхности.