

14 Накатывание шлицевых валов.
Работа ведется на шлиценакатных станках с применением специальных накатных головок. Заготовка помещается внутри корпуса головки. В последней на осях свободно вращается столько профильных дисков, сколько требуется образовать впадин на шлицевом вале. Профиль дисков точно соответствует профилю впадин. Плоскость вращения каждого диска направлена по радиусу накатываемого вала. Другими словами, рабочие профили накатанных дисков должны вписываться в шлицевый контур готового валика.
При передвижении головки вдоль оси вала свободно вращающиеся ролики, вдавливаясь в поверхность вала, образуют на нем шлицы. Все шлицы накатываются одновременно, без вращения детали. На таких станках можно накатывать валы, имеющие до 18 шлицев, наименьшее количество шлиц составляет 6-8 (на валах диаметром 16 мм).
Процесс накатывания весьма производителен, так как все шлицы формируются одновременно, при малой затрате времени и с достаточно высокой точностью.
Н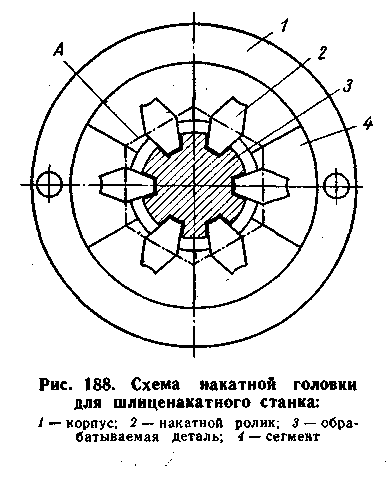 акатывание
методом копирования:
акатывание
методом копирования:
– одно и многопроходное осуществляется многороликовой головкой при относительном ее перемещении вдоль оси заготовки за один или несколько проходов.
– импульсное планетарное осуществляется вращающимися многороликовыми головками засчет многократных взаимоуравновешенных ударов рабочих роликов по перемещающейся вдоль своей оси заготовке
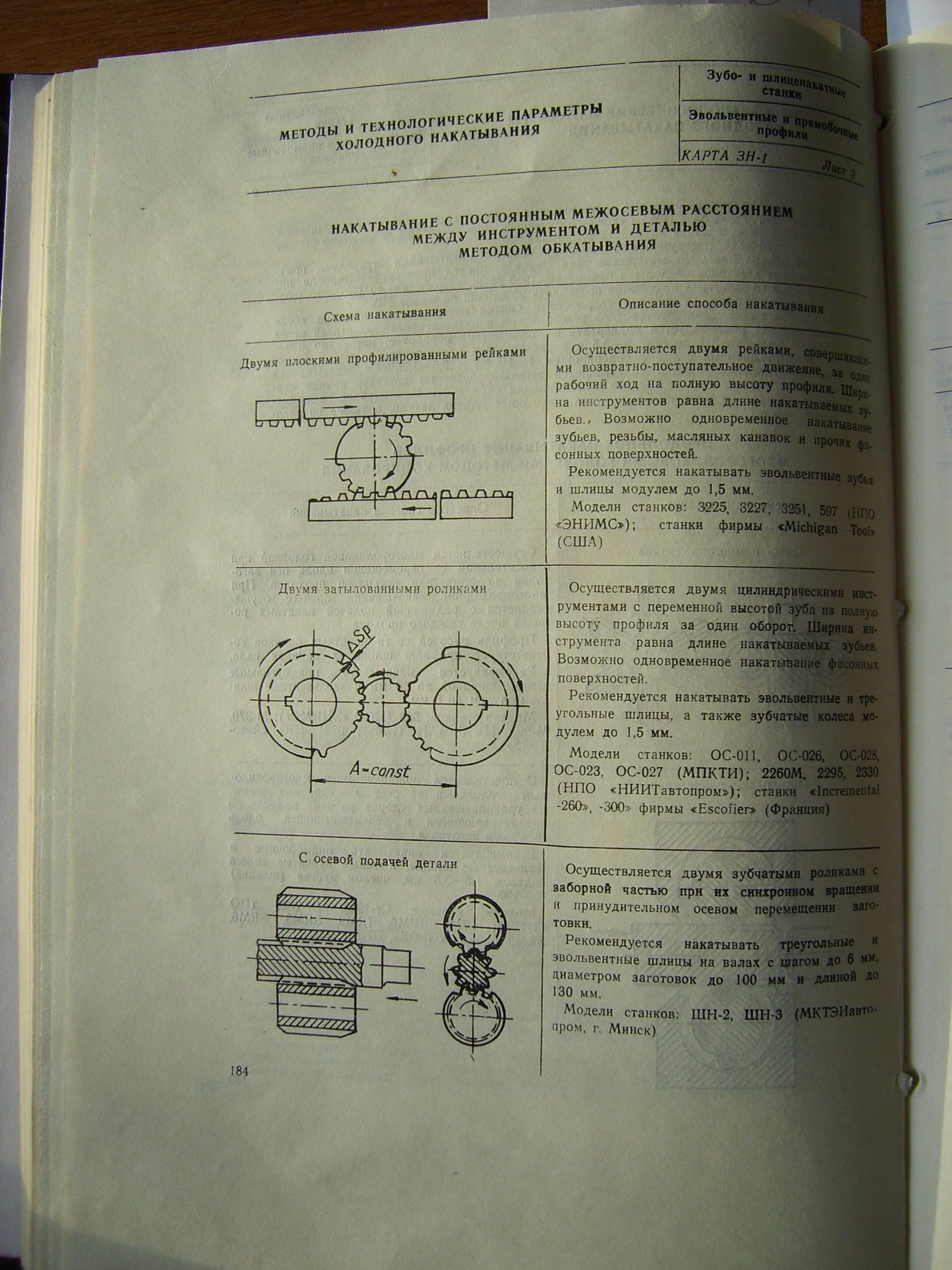
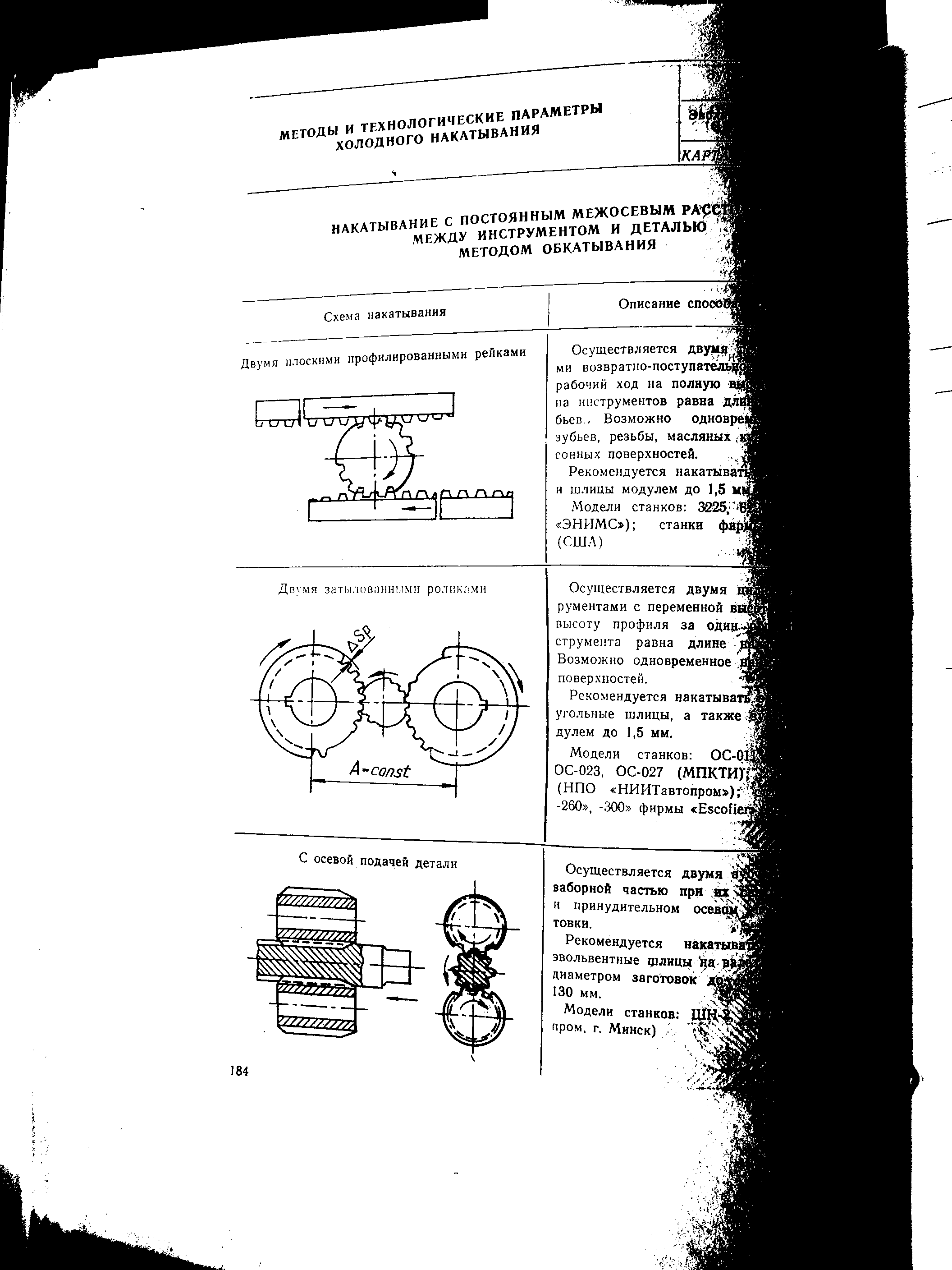
Накатывание методом обкатывания:
– двумя плоскими профилированными рейками
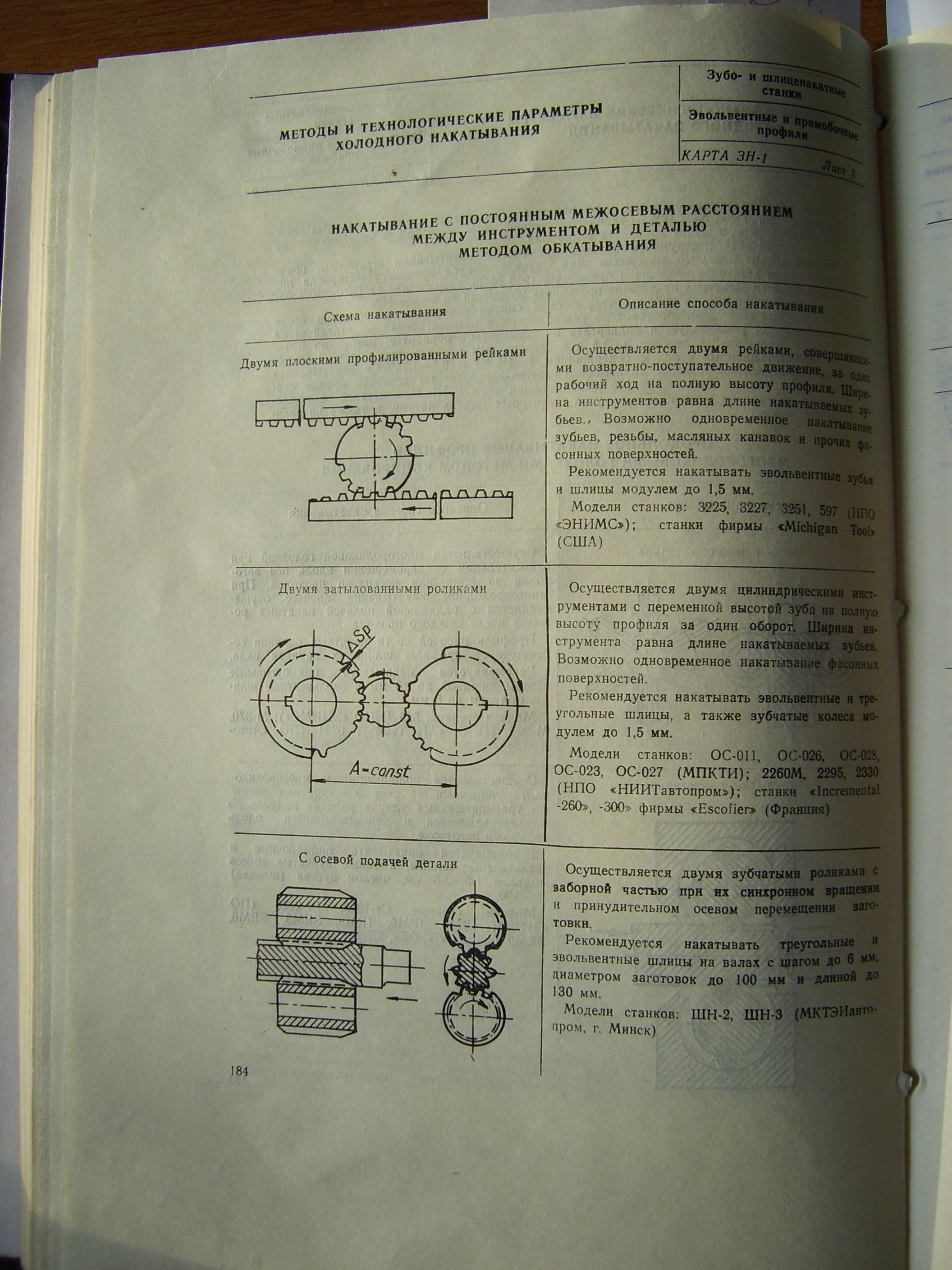
– двумя затылованными роликами – двумя зубчатыми роликами
15 Обработка зубьев цилиндрических зубчатых колес методом обкатки (зубофрезерование и зубодолбление).
Этот метод одна из разновидностей метода огибания, основ. на воспроизвед. зацепления зубч. пары, в которой одной дет. явл. реж. инстр., а другой нарезаемое зубч. колесо. Инструмент: червячная фреза, долбяк.
Нарезан. зуб. колёс червячными фрезами осущ. на зубофрезерных универсальных и спец. станках. Благодаря выс. произв. и получаем. точности (6-8) имеют наибольшее распространение для нарез. прямозуб. и цил. колёс. Червячной фрезой можно обраб. зубч. венцы с любым числом зубьев данного модуля. Нарез. производ. 1,2,3 – заходними фрезами. Угол наклона витка у 2,3 –зах. фрез больше, это обуславливает худшие условия их работы особенно при больших диаметрах, но высокая производительность. В зав. от вел. модуля устанавливаются число проходов фрезы. ЗК с m=2,5 нарез. за 1 проход. Если более 2,5 за 2 и больше проходов. 2,3 –зах. фрезы примен. для предварит.,черн. обраб.
На соврем. зубофрез. станках нарез. ЗК. может осущ. при наличии нескольких подач, совершаемых червячной фрезой: 1)продольной, направление вдоль оси обраб. колеса. 2) осевой, направл. вдоль оси фрезы 3) радиальной, направл. перпендикул. оси кол.
В зав. от комбинаций этих подач различ. след. осн. виды фрез.
1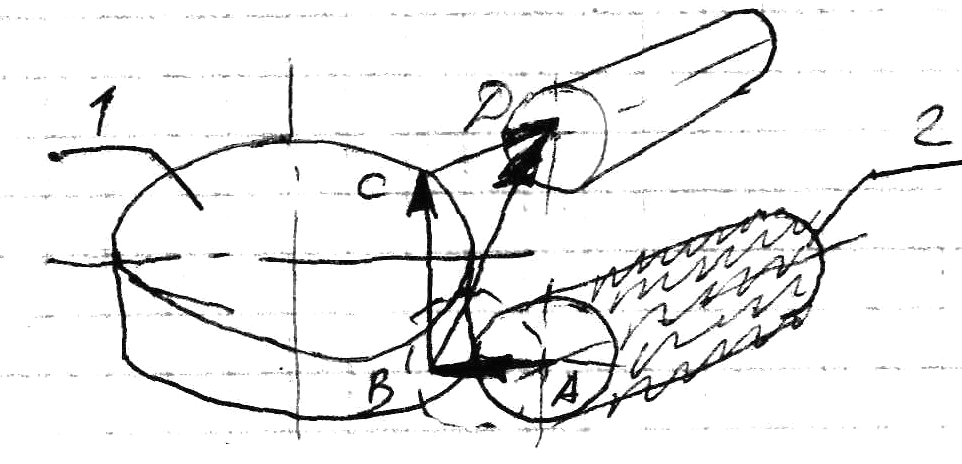 )
с радиальной подачей АВ фрезы 2 и послед.
диагон. её подачи.
)
с радиальной подачей АВ фрезы 2 и послед.
диагон. её подачи.
 Вначале
фреза соверш. радиальное АВ перемещ. на
полн. высоту обраб. зуба, затем радиальной
подача выкл. и фреза соверш. одновременно
вдоль оси колеса ВС и вдоль своей оси
СД. Суммарное движ. напр.по диагон. ВД
(диагон. фрезеров.)
Вначале
фреза соверш. радиальное АВ перемещ. на
полн. высоту обраб. зуба, затем радиальной
подача выкл. и фреза соверш. одновременно
вдоль оси колеса ВС и вдоль своей оси
СД. Суммарное движ. напр.по диагон. ВД
(диагон. фрезеров.)
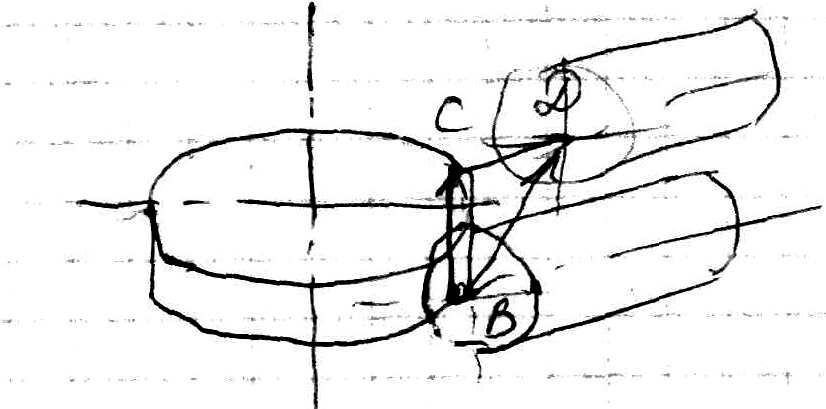
2) Фрезеров. только. с диагон. подачей. В этом случае рад. подача АВ отсуств. Фреза устанавл. по отнош. к заг. таким образом, что при подаче вдоль оси колеса зубья нарез. на полн. глубину. Диагон. подача ВД осущ 3-мя путями: перемещ. суппорта с фрезой под углом к оси заготовки с вкл. 2-ух подач осев. и прод. При диагон. подаче ВД в резании участв. практич. все зубья фрезы, что равномерно распред. нагрузку и сниж. износ фрезы.
3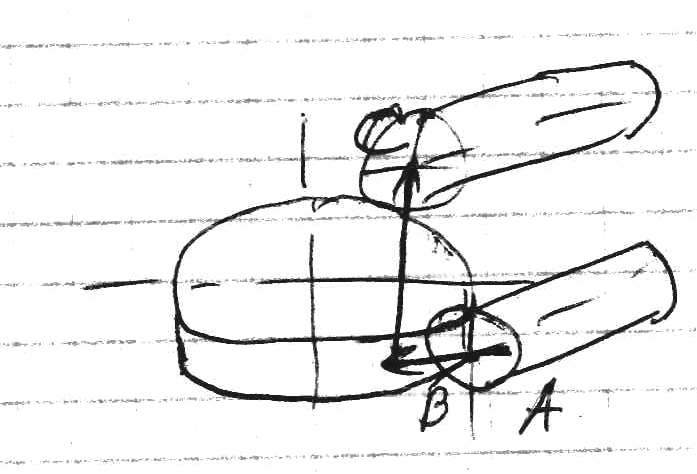 )
Фрез. с радиальной подачей. По сравн. с
1 и 2 случаем отсуств. перемещ. вдоль оси
СД. Радиальн. подача АВ позволяет
уменьшить длину врезан. и тем самым
повысить производ. збообработки.
)
Фрез. с радиальной подачей. По сравн. с
1 и 2 случаем отсуств. перемещ. вдоль оси
СД. Радиальн. подача АВ позволяет
уменьшить длину врезан. и тем самым
повысить производ. збообработки.
4) Фрез только с продольной подачей ВС. Этот вид фрез. наименее совершенный, однако благодаря простоте кинематики и выполн. движен. он имеет в наст. время наибольшее применение.
Н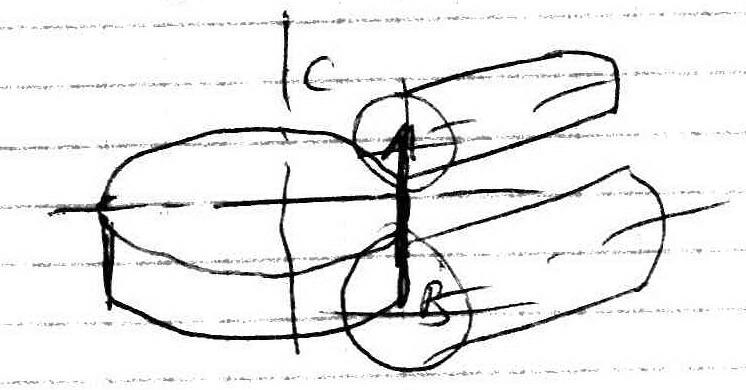 арезание
зубьев долбяками. Нарез. зубьев методом
обкатки лучше осущ. долбяками
(долбяк-шестерня, долбяк-рейка) на спец.
жёстких зубодолбёжн. станках. Для нарез
колёс с винтов. зубом примен. долбяк с
винт.зуб. и с тем же углом подъёма винт.
линии. Движ. по винт. линии осущ. с помощью
спец. копира, располож. в верхн. части
шпинделя долбяка.
арезание
зубьев долбяками. Нарез. зубьев методом
обкатки лучше осущ. долбяками
(долбяк-шестерня, долбяк-рейка) на спец.
жёстких зубодолбёжн. станках. Для нарез
колёс с винтов. зубом примен. долбяк с
винт.зуб. и с тем же углом подъёма винт.
линии. Движ. по винт. линии осущ. с помощью
спец. копира, располож. в верхн. части
шпинделя долбяка.
Г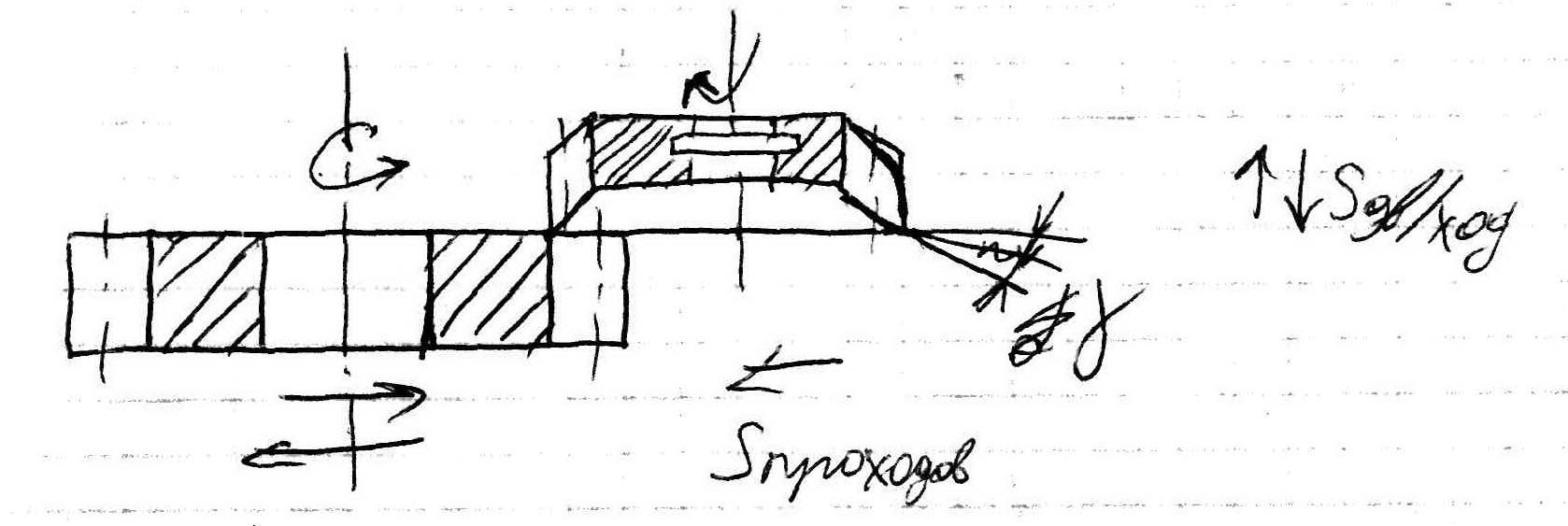 оризонт.
подача осущ. 2- мя способами: -при помощи
спец. ходового винта и автоматич. делит.
мех-ма; - при помощи 1 из 3 спец. копиров,
из которых примен. тот или др. в зависимости
от числа проходов, необход. для нарез.
полного профиля зуб. Под проходом здесь
понимается заданный оборот заг-ки с
чередов. зубьев в процессе нарез. для
рассеивания равномерной погрешности
по всему зубч. венцу. За 1 проход нарез.
ЗК. сm<1
мм За 2 прохода m=2…4
мм. За 3 прох. m>4
оризонт.
подача осущ. 2- мя способами: -при помощи
спец. ходового винта и автоматич. делит.
мех-ма; - при помощи 1 из 3 спец. копиров,
из которых примен. тот или др. в зависимости
от числа проходов, необход. для нарез.
полного профиля зуб. Под проходом здесь
понимается заданный оборот заг-ки с
чередов. зубьев в процессе нарез. для
рассеивания равномерной погрешности
по всему зубч. венцу. За 1 проход нарез.
ЗК. сm<1
мм За 2 прохода m=2…4
мм. За 3 прох. m>4