

7 Обработка отверстий абразивными инструментами (шлифование, хонингование).
Шлифование отверстий
На внутришлифовальных станках отверстия шлифуются следующими способами:
1)при вращающейся детали, закрепленной в патроне; 2) при неподвижной детали —на станках с планетарным движением шпинделя; 3) при вращающейся незакрепленной детали — бесцентровое-шлифование.
Шлифование на обычных внутришлифовальных станках применяется наиболее часто. При этом деталь крепится в самоцентрирующем патроне, например в кулачковом, цанговом, мембранном и других, и вращается со скоростью 40—60 м/мин (рис). Диаметр шлифовального круга выбирается в зависимости от диаметра обрабатываемого отверстия. Так, для отверстий диаметром до 40 мм круг берется немного меньше (примерно 0,9 Dotв). С увеличением размера отверстия (до 150 мм) диаметр круга принимают равным от 0,6 до 0,8 диаметра отверстия и для больших диаметров отверстий не более 0,5.
С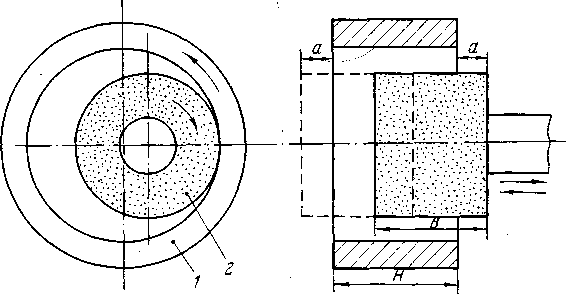 корость
вращения круга принимается для обычного
шлифования до 35м/сек
и
для скоростного — до 50 м/сек
и
более.Кроме вращения, круг совершает
возвратно-поступательное движение
(продольную подачу) направлении своей
оси. Продольная подача обычно измеряется
длиною пути, совершаемого кругом за
один оборот детали и измеряемого в долях
высоты круга. Так, при предварительном
шлифовании продольная подача
принимается от 0,4 до 0,8, а при чистовом
— от 0,25 до 0,4 высоты круга. За каждый
двойной ход круга осуществляется
поперечная подача (на глубину резания).
Она принимается равной от 0,005 до 0,15 мм
на
двойной ход.
корость
вращения круга принимается для обычного
шлифования до 35м/сек
и
для скоростного — до 50 м/сек
и
более.Кроме вращения, круг совершает
возвратно-поступательное движение
(продольную подачу) направлении своей
оси. Продольная подача обычно измеряется
длиною пути, совершаемого кругом за
один оборот детали и измеряемого в долях
высоты круга. Так, при предварительном
шлифовании продольная подача
принимается от 0,4 до 0,8, а при чистовом
— от 0,25 до 0,4 высоты круга. За каждый
двойной ход круга осуществляется
поперечная подача (на глубину резания).
Она принимается равной от 0,005 до 0,15 мм
на
двойной ход.
Хонингование отверстий. Сущность хонингования заключается в тонкой обработке предварительно развернутого, шлифованного или расточенного отверстия специальной вращающейся головкой, называемой хоном. Эта головка имеет 6 (а иногда и более) раздвижных абразивных брусков прямоугольного сечения зернистостью от 12 до 3 и мельче. .Кроме вращения, головка имеет возвратно-поступательные движения. Раздвижение абразивных брусков в радиальном направлении осуществляется механическим, гидравлическим или пневматическим устройством. Скорость вращения хонинговальной головки 60- 75 м/мин при обработке заготовок из чугуна и 45- 60 м/мин из стали. Скорость возвратно-поступательного движения головки 12-15м/мин
8 Обработка плоскостей фрезерованием. Встречное и попутное фрезерование.
Плоскости фрезеруют торцовыми фрезами на вертикально-фрезерных, барабанно-фрезерных и других станках или цилиндрическими фрезами на горизонтально-фрезерных станках.
Фрезерование плоскости цилиндрической фрезой применяется для обработки корпусов, крышек с фланцами, контрольно-поверочных плит, рабочих столов станков, суппортов, кронштейнов и т. д.
Открытые плоскости и плоскости с небольшими уступами рекомендуется обрабатывать торцовой фрезой. Рекомендуется применение фрез с механическим креплением многогранных твердосплавных пластин. При фрезеровании в два прохода (черновом и чистовом) наиболее подходящим оборудованием являются барабанные или двухшпиндельные вертикально-фрезерные станки с вращающимся столом. Чистовая фреза должна иметь на торце зачистные кромки, а шпиндель должен быть установлен с уклоном 0,0001, чтобы исключить контакт с обработанной поверхностью не участвующих в резании зубьев. Припуски более 18 мм снимают ступенчатыми торцовыми фрезами пли фрезами с чередующимся от зуба к зубу переменным углом в плане.
Цилиндрические фрезы работают со встречной или попутной подачей.
Попутная подача обеспечивает более высокую стойкость фрезы и чистоту обрабатываемой поверхности, однако требует наличия на станке устройства, компенсирующего зазоры в механизме подачи.
На станках с обычной гайкой ходового винта рекомендуется метод встречного фрезерования.
Уменьшение Ra поверхности и вибраций достигается при работе фрезами как можно меньшего диаметра на коротких жестких бесконсольных оправках возможно большего диаметра.
Фрезерование наклонных плоскостей. Фрезеровать наклонные плоскости можно: 1) при помощи угловой фрезы; 2) с поворотом заготовки на требуемый угол; 3) с поворотом шпинделя станка на требуемый угол; 4) при помощи специальных приспособлений
Фрезерование наклонных плоскостей с поворотом шпинделя выполняется концевой или торцевой фрезой на вертикально-фрезерном станке с поворотной фрезерной бабкой или на горизонтально-фрезерном станке с использованием накладной вертикальной головки, которая может поворачиваться вокруг шпинделя на угол требуемой величины.