

3.7 Подбор фланцев
Для корпуса и всех патрубков подбираем стандартный плоский приварной фланец [5] с гладкой уплотнительной поверхностью. Конструкция фланца приведена на рисунке 4.
Рисунок 4 – Типовая конструкция фланца
В таблице 21 приведены основные геометрические характеристики фланцев.
Таблица 21 – Фланцы для корпуса аппарата и патрубков стальные плоские приварные ГОСТ 1255-67
|
Dy |
Dф |
Dб |
D1 |
D4 |
H |
H1 |
d |
Z |
|
200 |
315 |
280 |
258 |
222 |
15 |
18 |
18 |
8 |
|
300 |
435 |
395 |
365 |
325 |
18 |
20 |
23 |
12 |
|
400 |
535 |
495 |
465 |
426 |
18 |
24 |
23 |
16 |
|
500 |
640 |
600 |
570 |
530 |
20 |
26 |
23 |
16 |
|
3500 |
3650 |
3605 |
3556 |
3540 |
170 |
190 |
33 |
64 |
3.8 Подбор опор
Подбор проводим, учитывая, что нагрузка на опору равна:
 ,
,
где
 – масса аппарата, кг;
– масса аппарата, кг;
Рассчитываем
массу аппарата, если известно, что
плотность стали
 ,
плотность пульпы ρпульпы
= 1500 кг/м3.
,
плотность пульпы ρпульпы
= 1500 кг/м3.
Масса аппарата равна:

Масса цилиндрической обечайки рассчитываем по формуле:

где D1н – наружный диаметр цилиндрической обечайки;
H – высота цилиндрической обечайки.
Масса конической обечайки рассчитываем по формуле:


|
где |
Н |
– |
Высота конического днища, Н = 3010 [10] |
Масса плоской крышки рассчитываем по формуле:
|
где |
Dкр |
– |
диаметр крышки, равный диаметру фланца под аппарат, Dкр =3,65м. |
Отсюда

Массу фланцев рассчитываем по следующей формуле:
,
где h – толщина фланца.
Отсюда





Массу пульпы рассчитываем по формуле:

Отсюда масса

Масса аппарата

Тогда нагрузка на опору равна

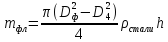
При данной нагрузке выбираем четыре стандартные опоры (лапы) для стальных сварных вертикальных цилиндрических аппаратов по ОСТ 26-665-79. Основные размеры опоры – лапы приведены в таблице 22 [5].
Таблица 22 – Основные размеры опоры - лапы
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
Мм |
| ||||||||||||
|
160 |
300 |
380 |
390 |
65 |
200 |
585 |
36 |
20 |
60 |
115 |
42 |
М36 | |
 ,
кН
,
кН











На рисунке 5 представлена конструкция лапы.
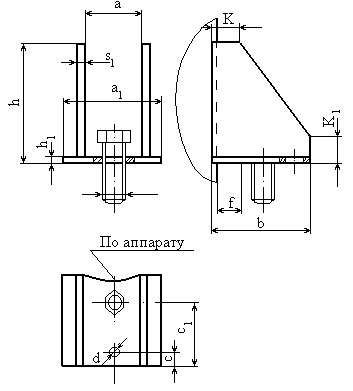
Рисунок 5 – Типовая конструкция опоры – лапы
4 Безопасность и экологичность работы
4.1 Производственная безопасность
4.1.1Анализ опасных и вредных производственных факторов
Проект посвящается активации руды бифторидом аммония.
При работе на установке могут иметь место следующие опасные и вредные факторы:
Отравления ядовитыми веществами;
2. Термические ожоги;
4. Опасность возникновения пожаров;
5. Опасность механических травм.
Кроме выполнения правил по технике безопасности, необходимо соблюдать санитарно-гигиенические нормы по освещению, нормы по отоплению, метеоусловиям, вентиляции.
По степени воздействия на организм вредные вещества подразделяются на 4 класса:
1) класс - чрезвычайно опасные (ПДКр.з.менее 0,10 мг/м3);
2) класс - высоко опасные (ПДК р.з. 0,10—1,00 мг/м3);
3) класс - умеренно опасные (ПДК р.з.1,10—10,00 мг/м3);
4) класс - малоопасные (ПДК р.з. выше 10,00 мг/м3).
Проведем оценку вредности некоторых веществ, используемых в данном производстве:
Бифторид аммония (БФА) – бесцветное, слегка гигроскопичное вещество, 2 класс опасности. ПДКр.з.= 0,5 мг/м3.
Гексафторосиликат аммония – твёрдое кристаллическое вещество, которое сублимируется при температуре выше 319оС, 3 класс опасности. ПДКр.з.= 1 мг/м3.
Фтористые соединения сильно раздражают слизистые оболочки верхних дыхательных путей, легких, желудка, кожные покровы. В присутствии большого количества фтористого соединения раздражение слизистых оболочек весьма болезненно и приводит к появлению медленно заживающих язв в полости рта, гортани и в бронхах, а также носовых кровотечений.
Фториды действуют на кожу с высокой степенью поражения, вызывая пузырьковые дерматиты, трудно заживающие ожоги и язвы. При ожоге ощущение боли наступает только при непосредственном контакте с концентрированными растворами фтористых соединений. Болезненные явления при ожогах слабыми растворами плавиковой кислоты проявляются через несколько часов.
Токсичность различных неорганических соединений фтора при попадании в пищеварительный тракт тем больше, чем выше их растворимость. Наибольшей токсичностью обладают фтористый водород и плавиковая кислота.
В производстве используются в качестве реагентов и образуются химические вещества, воздействие которых на организм человека крайне неблагоприятно.
Аммиак (NH3) – бесцветный газ с едким запахом. ПДКр.з.= 20 мг/м3.
Рассматриваемый процесс относится к опасным, в первую очередь, вследствие использования и наличия в технологических операциях токсичных, химически агрессивных газов: БФА, ГФСА, NH3.
Поэтому все правила техники безопасности, нормы производственной санитарии и личной гигиены требуют строгого соблюдения. Невыполнение их может повлечь негативные последствия, как для рабочего персонала, так и для производства в целом.
Рассматриваемое помещение характеризуется значительным тепловыделением от аппаратуры установки, а также поглощения тепла аппаратурой.
Ожог — повреждение тканей организма, вызванное действием высокой температуры или действием некоторых химических веществ (щелочей, кислот, солей тяжёлых металлов и др.). Различают 4 степени ожога: покраснение кожи, образование пузырей, омертвение всей толщи кожи, обугливание тканей. Тяжесть ожога определяется величиной площади и глубиной повреждения тканей. Чем больше площадь и глубже повреждение тканей, тем тяжелее течение ожога.
Источниками шума и вибрации являются вакуумные насосы, вращающиеся части аппаратов - шнеки, электродвигатели вентиляционных систем. В соответствии с СН2.4/2.1.8.56296 нормативный эквивалентный уровень звука в производственных помещениях не должен превышать 75 дБ А. Согласно СН2.2.4/2.1.8.56696 для общей технологической вибрации типа «а» корректированный и эквивалентный коэффициенты виброскорости 92, виброускорению 100дБ
При работе с аппаратами возможны травмы различных степеней тяжести которые могут привести к травмам и летальному исходу. Возможны ушибы, вывихи, растяжения, переломы и т.д. Также при неаккуратной работе можно повредить кожный покров, порезавшись о часть аппарата или при работе с каким либо инструментом при его починке.