

Учебник 2
.pdf
|
|
в |
г |
Рис. 6.7
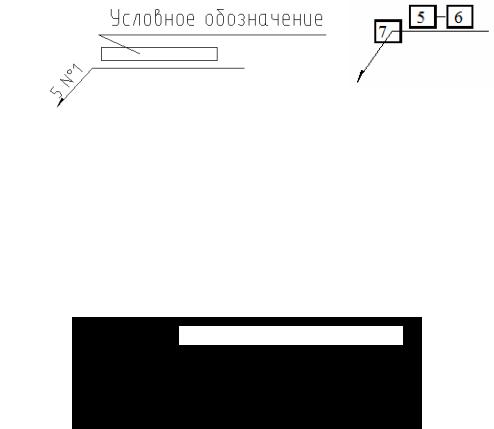
Обозначение шва наносят на полке линии-выноски, заканчивающейся односторонней стрелкой, проведенной от изображения шва с лицевой стороны, или под полкой линии-выноски, проведенной от изображения шва с обратной стороны (рис. 6.8).
Условное обозначение
Условное обозначение
Рис. 6.8
Структура условного обозначения шва приведена на схеме (рис. 6.9). Поля содержат следующие данные:
–поле 1 – обозначение стандарта на типы и конструктивные элементы швов сварных соединений;
–поле 2 – буквенно-цифровое обозначение шва по стандарту на типы и конструктивные элементы швов сварных соединений;
–поле 3 – условное обозначение способа сварки по стандарту;
–поле 4 – знак и размер катета шва по стандарту на типы и конструктивные элементы швов сварных соединений;
шва по стандарту на типы и конструктивные элементы швов сварных соединений;
–поле 5 – размеры элементов шва (длина провариваемого участка, длина шага и т.д. в зависимости от вида шва и способа сварки);
–поля 6, 7 – вспомогательные знаки.

Рис. 6.9
Типы вспомогательных знаков, используемых для обозначения сварного шва, приведены в табл. 6.4.
В условном обозначении шва вспомогательные знаки выполняют сплошными тонкими линиями. Они должны быть одинаковой высоты с цифрами, входящими в обозначение шва.
Приведем пример обозначения стандартного сварного шва (рис. 6.10), обладающего следующими характеристиками: шов таврового соединения, без скоса кромок; двухсторонний; прерывистый; с шахматным расположением; выполнен электродуговой ручной сваркой в защитных газах наплавляющимся металлическим электродом по замкнутой линии; катет шва 6; длина участка 50 мм; шаг 100 мм.
|
|
|
|
|
|
|
|
|
Таблица 6.4 |
|
|
|
|
|
|
|
|
Вспомогательные знаки в обозначениях сварных швов |
|||
|
|
|
|
|
|
|
|
|
|
|
Вспомогат |
Значение вспомогательного |
Расположение |
||||||||
|
ельный |
знака |
вспомогательного знака |
|||||||
|
|
знак |
|
относительно полки линии- |
||||||
|
|
|
|
|
|
|
|
|
выноски |
|
|
|
|
|
|
|
|
Усиление шва снять |
|
Поле 6 |
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
Наплывы и неровности шва |
|
|
|
|
|
|
|
|
|
|
обработать с плавным переходом к |
|
Поле 6 |
|
|
|
|
|
|
|
|
основному металлу |
|
||
|
|
|
|
|
|
|
Шов выполнить при монтаже |
|
|
|
|
|
|
|
|
|
|
изделия, т. е. при установке его по |
|
|
|
|
|
|
|
|
|
|
монтажному чертежу на месте |
|
|
|
|
|
|
|
|
|
|
применения |
|
Поле 7 |
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
Шов прерывистый или точечный с |
|
|
|
|
|
|
|
|
|
|
цепным расположением, угол |
|
|
|
|
|
|
|
|
|
|
наклона линии 60º |
|
Поле 5 |
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
Шов прерывистый или точечный с |
|
|
|
|
|
|
|
|
|
|
шахматным расположением |
|
|
|
|
|
|
|
|
|
|
|
|
Поле 5 |
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
Шов по замкнутой линии, диаметр |
|
|
|
|
|
|
|
|
|
|
знака 3...5 мм |
|
|
|
|
|
|
|
|
|
|
|
|
Поле 7 |
|
|
|
|
|
|
|
|
Шов по незамкнутой линии (знак |
|
|
|
|
|
|
|
|
|
|
применяют, если расположение шва |
|
|
|
|
|
|
|
|
|
|
ясно на чертеже) |
|
Поле 6 |
|
|
|
|
|
|
|
|
|
|||
При обозначении нестандартных сварных швов указываются только поля 5, 6 и 7 (рис. 6.11), остальные данные приводят на изображении и в технических требованиях.
Рис. 6.10 |
Рис. 6.11 |
При наличии на чертеже одинаковых швов, т. е. швов, которые имеют одинаковые типы и размеры конструктивных элементов в поперечном сечении и к которым предъявляются одни и те требования, обозначение наносят у одного из изображений, а от изображений остальных одинаковых швов проводят линии-выноски с полками. Всем одинаковым швам присваивают один порядковый номер и они имеют одинаковые условные обозначения (рис. 6.12).
Условное обозначение
Рис. 6.12
Швы, отличающиеся условными обозначениями, но имеющие одинаковые типы и размеры конструктивных элементов в поперечном сечении и одни и те же технические требования, рекомендуется также обозначать одним номером (рис. 6.13, а), а на полках линий-выносок указывать вспомогательный знак. Из всех видов следует выбирать шов с минимальной информацией (рис. 6.13, б).
Обозначение нескольких сварных швов, одинаковых по типу и размерам, приводят один раз на полке линии-выноски, проведенной к одному из швов, с указанием на линии-выноске количества этих швов (рис. 6.14). Остальные швы отмечают только линиями-выносками.

Рис. 6.13 |
Рис. 6.14 |
При оформлении сборочных чертежей сварных соединений в технических требованиях отображаются следующие пункты:
–способ сварки при нестандартном шве (например, сварка ручная электродуговая);
–при необходимости можно указать сварочный материал (электрод, тип и т. д.);
–обозначение шероховатости поверхности шва (например, шероховатость швов № 1 и № 5 по ГОСТ 2789–73);
–обозначение стандарта при наличии на чертеже швов, выполняемых по одному и тому же стандарту (например, сварные швы № 3 по ГОСТ...);
–одинаковые требования, предъявляемые к группе или ко всем швам (прочность, герметичность, способ контроля).
Если запись в технических требованиях определяет места сварки
ирасположение швов, способы сварки, типы швов сварных соединений, размеры их конструктивных элементов в поперечном сечении, то сварные швы линиями-выносками не отмечаются.
6.2. Паяные и клеевые соединения
Соединения деталей пайкой находят широкое распространение в приборостроении и электротехнике. При пайке соединяемые детали нагреваются до температуры, не приводящей к их расплавлению, и зазор между деталями заполняется расплавленным припоем, который имеет более низкую температуру плавления, чем соединяемые пайкой материалы.
Для пайки используют мягкие припои ПОС (оловянно-свин- цовые) (ГОСТ 21930–76 и 21931–76) и твердые припои группы Пср (серебряные) (ГОСТ 19738–74).
Припой на видах и разрезах изображают сплошной линией толщиной 2s. Для обозначения пайки используют выноску со специальным знаком – дугой с выпуклостью к двусторонней стрелке
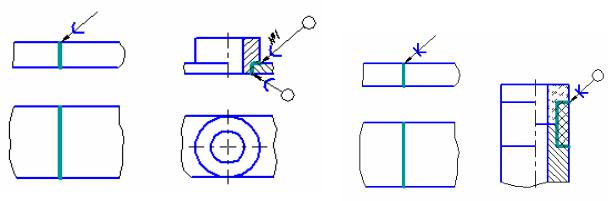
(рис. 6.15, а). Если шов выполняется по периметру, то линию-выноску заканчивают окружностью (рис. 6.15, б). Номер шва, как и для сварных соединений, указывают на линии-выноске.
а |
б |
а |
б |
|
Рис. 6.15 |
|
Рис. 6.16 |
Марка припоя записывается в технических требованиях или в спецификации в разделе «Материалы».
Клеевые соединения позволяют соединять детали из разных материалов. Клеевой шов, как и паяный, изображается сплошной линией толщиной 2s.
Для обозначения склеивания на линии-выноске наносится специальный знак, напоминающий букву К (рис. 6.16, а). Если шов замкнутый, то линию-выноску заканчивают окружностью (рис. 6.16,
б).
Марка клея записывается в технических требованиях или в спецификации в разделе «Материалы».
6.3. Соединения заклепками
Соединения заклепками применяются в конструкциях, подверженных воздействию высоких температур, коррозии,
вибрации, а также в соединениях из плохо свариваемых материалов. Заклепка представляет собой стержень с головкой, который
называется закладкой. Заклепки выполняются нормальной и повышенной точности и различаются по форме головки (рис. 6.17):
– полукруглой (ГОСТ 10299–80) с размерами H = 0,06d,
D= 1,5...1,8d (рис. 6.17, а);
–потайной (ГОСТ 10300–80) с размерами H = 0,05d, D = 1,5...1,9d, α = 90, 75, 45° ( рис. 6.17, б);
– полупотайной (ГОСТ 10301–80) с размерами D = 1,5...2d,
H = 0,5d, h = 0,25d, α = 90, 75, 60° ( рис. 6.17, в);
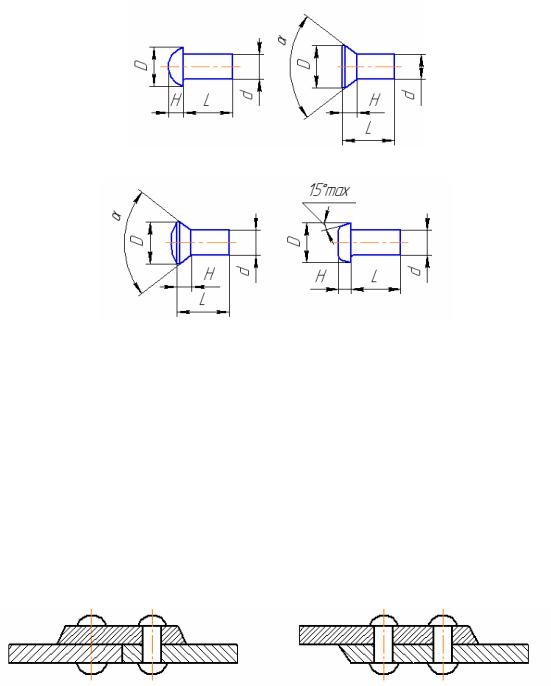
– плоской (ГОСТ 10303–80) с размерами H = 0,5d, D = 1,9...1,6d (рис. 6.17, г).
а |
б |
в |
г |
Рис. 6.17
Пример условного обозначения заклепки с полукруглой головкой диаметром 10 мм и длиной 20 мм: Заклепка 10×20 ГОСТ 10299–80.
По расположению склепываемых деталей швы могут быть выполнены внахлестку или встык – с одной или двумя накладками.
По расположению заклепок швы бывают однорядными и многорядными, рядовыми или шахматными.
В качестве примера приведем двухрядный заклепочный шов с односторонней накладкой и шахматным расположением заклепок (рис. 6.18, а) и заклепочный двухрядный шов внахлестку с рядовым расположением заклепок (рис. 6.18, б).
а |
б |
Рис. 6.18
Если заклепочное соединение, изображенное на сборочном чертеже, имеет ряд однотипных соединений с заклепками одного типа и с одинаковыми размерами, то заклепки, входящие в это соединение, показывают условно в одном-двух местах каждого соединения, а в остальных – центровыми или осевыми линиями (рис. 6.19).
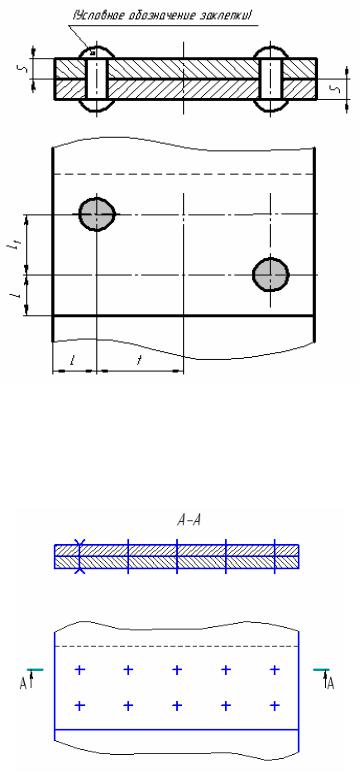
Рис. 6.19
Правила изображения и обозначения заклепочных швов установлены ГОСТ 2.313–68, в котором предусмотрено полное и условное изображение клепаных соединений (рис. 6.20).
Рис. 6.20
В зависимости от назначения различают прочные, плотные и прочноплотные заклепочные швы.
Параметры заклепочных соединений (см. рис. 6.19) для прочных швов принимают по следующим соотношениям:
–диаметр заклепки: для шва внахлестку d = 2S, для шва с двумя накладками d = 1,5S;
–шаг заклепочного шва, измеряемый между центрами двух смежных заклепок в одном ряду параллельно кромке шва: для однорядных швов в нахлестку и с двумя накладками t = 3d, для двухрядного шва внахлестку t = 4d;
–расстояние заклепок до края листа L = 1,5...2d;
–расстояние между рядами заклепок L1 = 2...3d;
–толщина накладок S1 = 0,8S.
После произведенного расчета вычерчиваются два изображения заклепочного шва: главное изображение, представляющее собой простой или ступенчатый разрез, и вид сверху (см. рис. 6.19, 6.20).
Контрольные вопросы
1.Каковы определения сварного соединения и сварного шва?
2.Как классифицируются сварные соединения в зависимости от расположения свариваемых деталей?
3.Какие буквенные обозначения применяются для обозначения различных видов сварки?
4.Какой шов считается видимым, а какой невидимым?
5.Где проставляют знаки, характеризующие видимый и невидимый швы?
6.Чем отличается условный знак, указывающий расположение паяного или клееного шва, от условного знака, используемого для обозначения сварного шва?
7.Как изображают соединения, полученные пайкой или склеиванием?
8.Указывают ли на чертежах размеры и шероховатость поверхности паяного шва?
9.Где приводят обозначение припоя и марку клея?
10.Где помещают требования по качеству швов, выполненных пайкой и склеиванием?
11.Как изображают швы неразъемных соединений на сборочных чертежах?
12.Что называется заклепкой? Заклепки какого типа наиболее распространены в машиностроении?
13.Что указывают в условном обозначении заклепок?
14. |
Как расшифровывается запись «Заклепка 10×30-012 |
ГОСТ 10300–80»? |
|
15. |
Чем характеризуется заклепочный шов? |
16.По каким признакам классифицируются заклепочные швы?
17.В какой последовательности выполняется задание на вычерчивание заклепочного шва?
18.Как определяется длина заклепки?
19.Какие размеры рекомендуется ставить на чертеже заклепочного шва?
Глава 7
ЭСКИЗЫ ДЕТАЛЕЙ
Эскизные конструкторские документы, регламентируемые ГОСТ 2.102–68, широко применяются при решении вопросов организации производства, изобретательства, в конструкторской деятельности: по ним изготавливают изделия в опытном производстве, при ремонте и в других случаях. Поэтому эскизы должен уметь выполнять инженер любой специальности.
Эскиз представляет собой временное графическое изображение детали, выполненное по стандартам ЕСКД, но без соблюдения масштаба и без применения чертежных инструментов. Это изображение должно иметь необходимые для выполнения формы детали число видов, разрезов, сечений и выносных элементов. Кроме того, на изображении должны быть проставлены размеры и все сведения, необходимые для изготовления детали.
Исходным материалом для составления эскиза, как правило, служит готовая деталь, выполненная ранее, которую требуется по тем или иным соображениям воспроизвести вновь. Снятие эскизов с натуры имеет большое значение как в процессе обучения, так и на производстве. В процессе обучения, снимая эскизы с готовых деталей, студент усваивает правила составления чертежа и простановки размеров и знакомится с конструкцией простых деталей и частично – с технологией их изготовления.
7.1. Общие замечания по выполнению эскизов
При выполнении эскизов необходимо выполнять требования следующих стандартов ЕСКД: ГОСТ 2.109–73 « Основные требования к чертежам», ГОСТ 2.307–68 « Нанесение размеров и предельных отклонений», ГОСТ 2.309–73 « Обозначение шероховатости
поверхностей», ГОСТ 2.316–68 « Правила нанесения на чертежах надписей, технических требований и таблиц».
Эскизы выполняются на листах клетчатой писчей бумаги, близких по размерам к стандартным форматам А4 (210×297 мм), А3 (297×420 мм) или бó льшим. Листы клетчатой бумаги большего формата склеивают из листов меньшего формата. Эскизы простых деталей с одним изображением оформляют на листах формата А5. Эскизы выполняют остро заточенным карандашом ТМ, НВ или М, В, F, обводят карандашом М, В, F или 2М, 2В, 2F.
При снятии эскизов с детали используют простые мерительные инструменты: линейка, штангенциркуль, кронциркуль, нутромер, радиусомер, резьбомер, угломер.
Эскизы, в отличие от рабочих чертежей, выполняются от руки, без помощи чертежных инструментов, только окружности лучше проводить циркулем с последующей обводкой мягким карандашом.
На эскизе изображение детали выполняется без соблюдения масштаба, однако это несоблюдение не должно повлечь за собой искажения пропорциональности между элементами детали. Пропорции предмета определяются в пределах глазомерной точности.
Эскиз должен быть выполнен настолько понятно, подробно и технически грамотно, чтобы по нему можно было создать рабочий чертеж, не прибегая к повторному обмеру детали, а также чтобы составление рабочего чертежа по этому эскизу могло быть произведено лицом, незнакомым с самой деталью.
Крупные детали простой формы обычно изображают в уменьшенном виде. Крупные детали сложной формы желательно выполнять в возможно большем виде для обеспечения максимальной ясности изображения их формы и простановки размеров. Иногда крупные детали выполняют в уменьшенном виде, а элементы этих деталей, имеющие сложную форму, изображают отдельно в увеличенном виде.
Мелкие детали сложной формы всегда следует изображать в увеличенном виде.
7.2. Последовательность выполнения эскизов
Снятие эскиза с детали рекомендуется выполнять в такой последовательности:
– знакомство с деталью;