

Учебник 2
.pdfОбозначения шероховатости поверхности на изображении изделия располагают на линиях контура, выносных линиях (по возможности ближе к размерной линии) или на полках линий-выносок. При недостатке места допускается располагать обозначения
шероховатости на размерных линиях Рис 4.5 или на их продолжениях, а также разрывать выносную линию (рис. 4.5).
Обозначение шероховатости поверхности располагают относительно основной надписи чертежа так, как показано на рис. 4.6, 4.7.
Примечание. При расположении поверхности в заштрихованной зоне обозначение приводят только на полке-выноске.
Если все поверхности детали имеют одинаковую шероховатость, то ее обозначение помещают в правом верхнем углу чертежа и на изображение не наносят (рис. 4.8). Размер и толщина знака, вынесенного в правый верхний угол чертежа, в 1,5 раза больше, чем в обозначении на изображении и располагается на расстоянии 5…10 мм от сторон рамки (рис. 4.9).
Рис. 4.6 |
Рис. 4.7 |
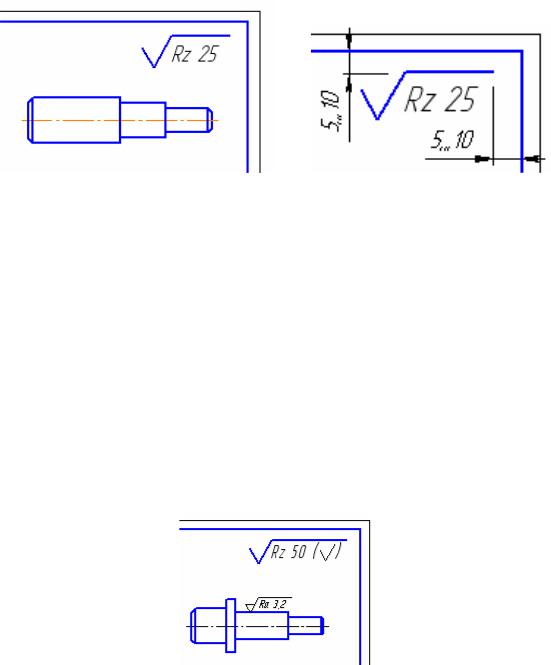
Рис. 4.8 |
Рис. 4.9 |
В случае одинаковой шероховатости большей части поверхности детали в правом верхнем углу чертежа помещают обозначение одинаковой шероховатости и условное обозначение знака в скобках, которые означают, что все поверхности, не имеющие на чертеже знаков шероховатости, должны иметь шероховатость, указанную перед скобкой (рис. 4.10). Размеры знаков в скобке и на изображении одинаковы. Размер знака перед скобкой увеличивается в
1,5 раза.
Если бó льшая часть поверхностей детали не обрабатывается по данному чертежу, то шероховатость может обозначаться следующим образом (рис. 4.11).
Рис. 4.10
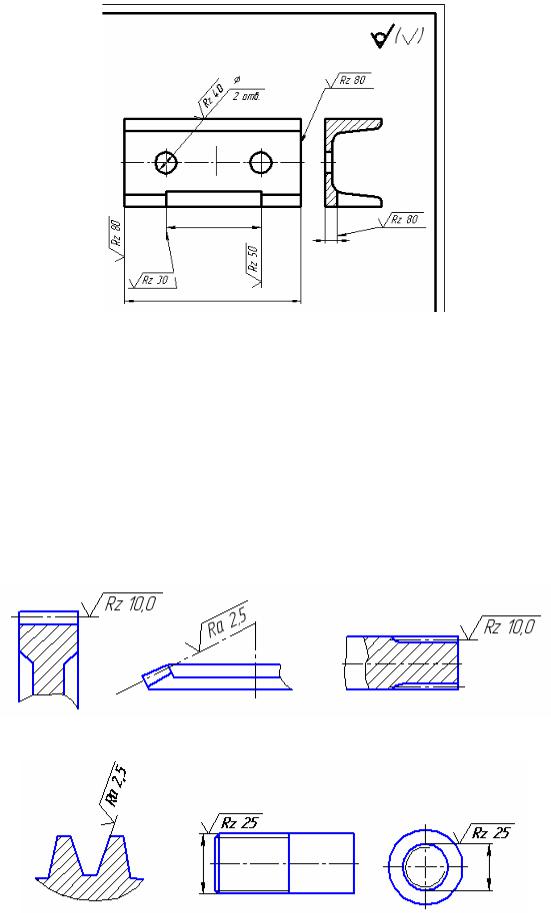
Рис. 4.11
Обозначение шероховатости поверхностей повторяющихся элементов изделия (отверстий, пазов, зубьев и т. п.), количество которых указано на чертеже, наносится один раз независимо от числа изображений. Обозначение шероховатости рабочих поверхностей зубьев зубчатых колес, эвольвентных шлицев и т. п., если на чертеже их профиль не приведен, условно наносят на линии делительной поверхности (рис. 4.12).
Покажем, как можно обозначить шероховатость поверхностей профиля резьбы и условного изображения резьбы (рис. 4.13).
Рис. 4.12
a |
б |
в |
г |
д |
|
Рис. 4.13 |
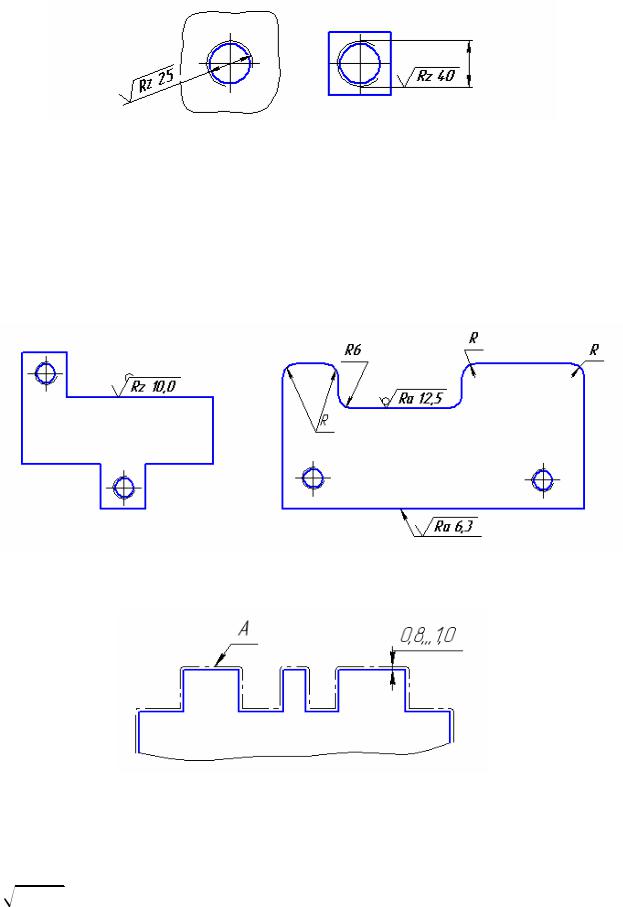
Если шероховатость поверхностей, образующих замкнутый контур, должна быть одинаковой, то обозначение шероховатости наносят один раз с использованием вспомогательного знака (диаметром
2…3 мм)
(рис. 4.14, а). В обозначении одинаковой шероховатости поверхностей, плавно переходящих одна в другую, знак не приводят (рис. 4.14, б).
а |
б |
Рис. 4.14
Рис. 4.15
Для поверхностей сложной конфигурации допускается приводить обозначение одинаковой шероховатости в технических требованиях чертежа записью: «Шероховатость поверхности А –

 Rz 40 ». При этом буквенное обозначение поверхности наносят на
Rz 40 ». При этом буквенное обозначение поверхности наносят на
полке линии-выноски, проведенной от утолщенной штрихпунктирной линии, которой обводят поверхность на расстоянии 0,8…1 мм от линии контура (рис. 4.15).
4.4. Обозначение на чертежах покрытий и других видов обработки
Для повышения коррозионной стойкости поверхностей изделия, улучшения механических свойств материала, а также для придания изделию эстетического вида применяются различные механические, гальванические и химические способы обработки поверхностей (хромирование, воронение, азотирование, оксидирование, специальная окраска и др.). Качество поверхности может быть улучшено также термической или химико-термической обработкой (цементацией, закалкой, цианированием и т. д.).
Правила нанесения на чертежи покрытий, а также показателей свойств материалов, получаемых в результате термической и других видов обработки, устанавливает ГОСТ 2.310–68.
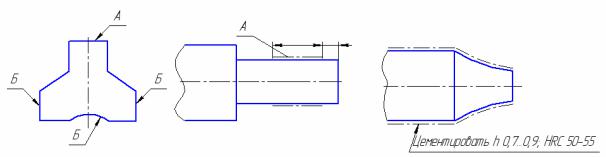
Покрытие или термическая обработка, относящиеся ко всей детали, указываются в технических требованиях на поле чертежа после слова «Покрытие», например «Покрытие Ц9». Эта запись означает, что материалом покрытия является цинк, а толщина покрытия поверхности составляет 9 мкм. При нанесении различных покрытий на нескольких поверхностях их обозначают разными буквами и в технических требованиях делают запись по типу: «Покрытие поверхности А…, поверхностей Б...» (рис. 4.16, а).
Если покрытие или какая-либо обработка относятся только к частям поверхности детали или к поверхности сложной конфигурации, то эти части поверхностей обводят утолщенной штрихпунктирной линией на расстоянии 0,8…1 мм от контура, при необходимости ставят размеры, определяющие положение этих поверхностей, а соответствующие буквы или надписи наносят на полках линий-выносок (рис. 4.16, б, в).
а |
б |
в |
Рис. 4.16
На чертежах изделий, подвергаемым термическим и другим видам обработки, указывают показатели свойств материалов, например твердость (НRС, НRВ, НV и т. д.) и глубину обработки, обозначаемую буквой h (см. рис. 4.16, в).
Контрольные вопросы
1.В каком месте чертежа детали записывают технические требования?
2.Какого размера должны быть буквы для обозначения изображений на чертеже?
3.Где на рабочем чертеже помещают сведения о материале детали?
4.В каком месте чертежа проставляют знак шероховатости поверхностей?
5.Каково отличие знака шероховатости поверхности, проставленного в правом верхнем углу чертежа, от знаков, которые проставляются на изображении детали?
6.Для чего применяют покрытия и другие виды обработки деталей?
7.Где размещают сведения об обработке поверхностей
изделия?
Глава 5
РАЗЪЕМНЫЕ CОЕДИНЕНИЯ
|
Виды резьбы |
|
|
Признак |
Название резьбы |
Форма поверхности |
Цилиндрическая |
|
Коническая |
Расположение резьбы |
Наружная |
|
Внутренняя |
Форма профиля |
Треугольная (метрическая, трубная и др.) |
|
Трапецеидальная |
|
Упорная |
|
Прямоугольная |
|
Круглая |
|
Прочие |
Эксплуатационное назначение |
Крепежная |
|
Ходовая |
|
Специальная |
Число заходов |
Однозаходная |
|
Многозаходная |
Направление винтовой линии |
Правая |
|
Левая |
Взависимости от формы поверхности резьбы подразделяются на цилиндрические и конические.
Взависимости от расположения резьбы на поверхности она может быть наружной (нарезанной на стержне) или внутренней
(нарезанной в отверстии) (рис. 5.2).
В зависимости от формы профиля различают резьбу треугольную (метрическую, трубную, дюймовую), трапециевидную (трапецеидальную, упорную), прямоугольную, круглую.
По эксплуатационному назначению резьбы делятся на резьбы
общего назначения и специальные. В свою очередь резьбы общего
Рис. 5.2
назначения разделяются на крепежные и ходовые. К специальным резьбам, например, относится резьба с круглым профилем.
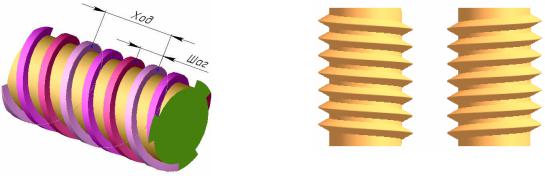
По числу заходов резьбы делятся на однозаходные и многозаходные (рис. 5.3).
По направлению винтовой линии различают резьбу правую (нитка резьбы нарезается по часовой стрелке) и левую (нитка резьбы нарезается против часовой стрелки) (рис. 5.4).
Левая резьба Правая резьба
Трехзаходная резьба
Рис. 5.3 |
Рис. 5.4 |
Кроме того, все резьбы разделяют на две группы: стандартизо- ванные (с установленными стандартами параметрами: профилем, шагом и диаметром) и нестандартизованные (резьбы, параметры которых не соответствуют стандартным).
Основными параметрами резьбы являются наружный и внутренний диаметры, профиль, шаг и ход резьбы.
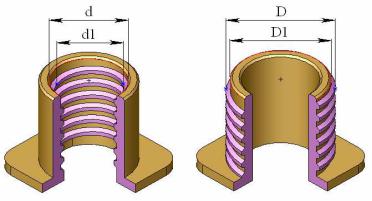
Наружный диаметр резьбы d(D) – это диаметр воображаемого кругового цилиндра, описанного вокруг вершин наружной резьбы или впадин внутренней резьбы (см. рис. 5.2). Этот диаметр для большинства резьб принимают за номинальный диаметр, который характеризует размер резьбы и используется в ее обозначении.
Внутренний диаметр резьбы d1(D1) – диаметр воображаемого кругового цилиндра, описанного вокруг впадин наружной резьбы или вершин внутренней резьбы (см. рис. 5.2).
Профиль резьбы – контур сечения резьбы плоскостью, проходящей через ось изделия.
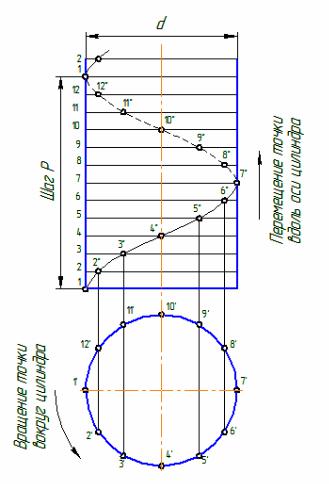
Шаг резьбы P – расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы (см. рис. 5.3).
Ход резьбы Ph – расстояние между ближайшими одноименными боковыми сторонами профиля, принадлежащими одной и той же винтовой поверхности, в направлении, параллельном оси резьбы (см.
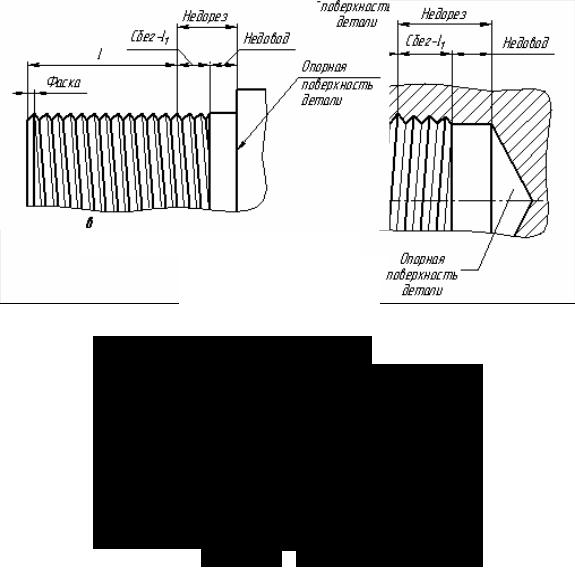
рис. 5.3). Ход резьбы – это величина относительного осевого перемещения винта (гайки) за один оборот. В однозаходной резьбе ход равен шагу, в многозаходной резьбе существует следующая зависимость между ее ходом Ph, шагом P и числом заходов Z: Ph = P · Z.
5.2. Технологические элементы резьбы
Резьбы имеют технологические элементы, связанные с выходом резьбы, к которым относятся фаска, сбег, недорез, недовод, проточка. Форму и размеры конструктивных элементов резьбы устанавливает ГОСТ 10549–80.
a
б
в
Рис. 5.5
В начале резьбы делают, как правило, коническую фаску (рис. 5.5), которая предохраняет крайние витки от повреждений и