

2.7 Ұңғыманы бекіту
2.7.1 Пайдаланушы тізбекті жобалау және есептеу
Боранкөл кен орнында шегендеуші тізбектерді бекіту кезінде өнімді қабатта күкіртсутегінің жоғары деңгейде болуына байланысты шет елдік күкіртсутегіне төзімді шегендеу құбырлары пйдаланылады. Сондықтан шегендеу құбырларды есептеу шет елдік әдіспен жүргізіледі. [12]
Есептеуге берілген бастапқы мәліметтер:
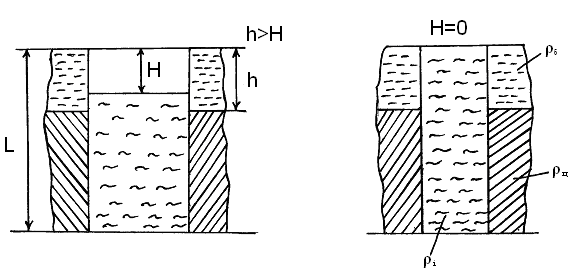
Пайдаланушы тізбекті түсіру тереңдігі L=2250м.
Тізбекті герметикаға сынау кезіндегі тізбектегі сұйықтың сағадан алынған деңгейі H=1000м. Тізбектен сырт цемент тасы жабынының тереңдігі h=0. Тығыздық, кг/м³:
Жуу
сұйығының
![]()
Тізбектегі
сұйықтың
![]()
Цемент
ерітіндісінің![]()
Цемент сақинасын түсіру коэффициенті к=0,25
Беріктік қоры коэффициенті
майысуға
![]()
үзілуге
![]()
тартылуға
![]()
 2250
м
тереңдіктегі қабат қысымы
2250
м
тереңдіктегі қабат қысымы
![]()
2-сурет Шегендеуші тізбетерді есептеу нобайы
Есептеу формулалары:
Нүктелердегі сыртқы артық қысым:
1: z=0 Pz=0
2:
z=H
![]() (2.84)
(2.84)
3:
z=L
![]() (2.85)
(2.85)
Нүктелердегі ішкі артық қысым:
а:
z=0
![]() немесе
Рви=Роп
(2.86)
немесе
Рви=Роп
(2.86)
б:
z=L
![]() 1,1Ру>Роп
болғанда
(2.87)
1,1Ру>Роп
болғанда
(2.87)
Роп –140 мм диаметрлі құбырлар үшін тығыздау қысымы 10 МПа тең.
Қысым
есептелгеннен кейін қысым эпюраларын
тұрғызамыз,
бұл
эпюралар арқылы Ркр
– ең
шектік қысым секция ұзындықтары
анықталады.
пз=1,15
беріктік қор коэффициентімен шектелген
белгілі сыртқы артық қысымда
Рн.и.,
43-кесте
[3] бойынша
![]() қабырға
қалыңдығын,
беріктік
тобы және 1м құбыр салмағын таңдаймыз.
қабырға
қалыңдығын,
беріктік
тобы және 1м құбыр салмағын таңдаймыз.
Келесі формулалар бойынша сыртқы және ішкі артық қысымдарды табамыз:
Н=750м,
![]() =1840
кг/м3,
=1840
кг/м3,
![]() =840
кг/м3
=840
кг/м3
Сыртқы:
1: z=0 Pz=0
2:
z=H
![]() МПа
МПа
3:
z=L![]() МПа
МПа
Ішкі:
а:
z=0
![]() МПа
МПа
Роп=9МПа қабылдаймыз, себебі Рви Роп дан төмен
б:
z=L
![]() МПа
МПа
Сыртқы-артық және ішкі-артық қысымдарды құрамыз.
Пайдалануші тізбек есебі:
Рн.и=26,3МПа, Ркр=26,3*1,3=34,2МПа
ші секция: құбыр Е,
 =8,9мм,Ркр=39,7МПа,
q1=36
кг;
=8,9мм,Ркр=39,7МПа,
q1=36
кг;
![]() (2.88)
(2.88)
мұнда Qстр – жүктеме
Q1, Q2,... Qп-1 – алдынғы секция салмағы;
qп – 1м құбыр салмағы п-ші секция.
![]() м,
м,
![]() м
қабылдаймыз.
м
қабылдаймыз.
Сонда
бірінші секция салмағын келесідей
анықтаймыз:
![]() МН
МН
Қалғын секцияларға есептеулерді аналогия бойынша жасаймыз және келесі 2.16-кестеге енгіземіз.
2.16-кесте – Шегендеуші құбырлар көрсеткіштері
|
Тізбек атаулары |
Секция саны |
Тізбек түсірелітен аралық, м |
Құбыр материалы-ның беріктік тобы |
Қабырға қалыңдығы, мм |
Сек-ция ұзын-дығы, м |
Секция салма-ғы, МН | |
|
ден |
дейін | ||||||
|
Бағыттаушы |
1 |
0 |
30 |
Д |
10 |
30 |
0,032 |
|
Кондуктор |
1 |
0 |
450 |
Д |
9,5 |
450 |
0,3424 |
|
Аралық |
1 |
0 |
1200 |
Е |
8,9 |
1200 |
0,9694 |
|
Пайдаланушы |
1 |
20 |
2250 |
Е |
8,9 |
2250 |
1,006 |
2.7.2 Шегендеуші тізбектерді түсіруге дайындық жұмыстар
Шегендеуші құбырлар тізбегін түсіру ұңғыманы бекіту кезінде операциялардың, ең көп еңбекті қажет ететін және ұзақ процестерінің бірі. Шегендеуші тізбектерді түсірер алдында дайындық жұмыстар жүргізу қажет.
Шегендеуші құбырлар ұңғымаға түсіруге дайындауды құбыр базасында немесе бұрғалау қондырғысының басына жүргізеді. Ұңғыма қондырғысының базасына жеткізілген құбырлардың бәрінде олардың стандарттық қойылатын талаптарын айқындайтын заводтың сертификаты және маркировкасы болуы қажет. Шегендеуші құбырларды арнайы жабдықталған көліктермен тасу қажет. Ұңғыманы бекіту арналған барлық құбырлар ұңғыма басында сырттай тексерілуі қажет. Құбырдың сыртқы бетінде майысулар, жырықтар және де басқа ақаулар болмауы жөн. Құбырлардың бұрандалары және пісірілуге дайындалған бөлігі ақаусыз болуы керек.
Сонымен қатар құбырлардың ішін ішкі диаметрінен 3мм кіші диаметрдегі үлгілеме (шаблон) мен тексеруіміз керек. Үлгілеме өтпеген құбырларды жарақсыз деп тауып түсірілуші шегендеу құбырларының қатарынан алып тастаймыз. МЕСТ 632-64 бойынша дайындалған шегендеу құбырлары кейбір кездерде сенімді саңылаусыздықты қамтамасыз етпейтіндікпен, оны арттыру үшін және де қалыпты шегендеу құбырларын қалыпты бұрау үшін майлағыштар қолданған дұрыс. Біздің жағдайымызда ТУ-38-101-323-73 бойынша даярланған Р-2МВП және Р-416 майлағыштар түрін қолданамыз. Олар түптік температура 100˚С дейін болғанда қолданылады. Олар ТМД елдерінде және шетелдерде шығарылатын шегендеу құбырларымен бірдей.
Шегендеу құбырлар тізбегін белгіленген тереңдікке дейін түсіруді қамтамасыз ету үшін бұрғыланған оқпанды кеңейтіп (проработка) калибрлейді. Ережеге сай (проработка) соңғы аралықты қолдануға бұрғыланған тәсілмен және сол бұрғылау жабдықтармен жүргізіледі.
Ұңғының (проработка) қашаудың механикалық жылдамдығын 40м/с аспайтындай етіп алып және сол аралықты қазған кездегі бұрғылау ертіндісінің ағын жылдамдығындай етіп жүргізуіміз керек.
Өздігінен жаңа оқпанның қазылуын болдырмау мақсатында қашаудың бір орнында салмақсыз жұмыс істеуін болдырмауымыз қажет. Проработка кезінде шламның /қоқыстың/ шығуы ұлғайған жағдайда бұрғылау тізбегін ұзартуды, бұрғылау ертіндісі шламнан толық тазарғанша жүргізбеуіміз қажет. Бұрғылау тізбегін көтерген кезде ілінулер (затяжка) болған жағдайда ұңғыма оқпанын (проработка) бұрғылаймыз.
Проработкадан соң ұңғыма оқпанын қатаңдығы шегендеу құбырларының қатаңдығына жақын бұрғылау тізбегінің жабдықтарымен жақын бұрғылау тізбегінің жабдықтарымен калибрлейміз. Ұңғыманы калибровкалау ұңғыма оқпанындағы ілінулер мен тіреулерді жояды да және оны берілген тереңдікке толық түсіруді қамтамасыз етеді.
Шегендеуші құбырлар тізбегін түсірер алдында барлық бұрғылау жабдықтарының техникалық жағдайы тексерілуі қажет. Мұнараның бекітілуінің дұрыстылығын. Оның дұрыс центрленуін тексеруіміз қажет. Күш беруші қозғалтқыштардың жұмыс күйін бақылауымыз қажет. Бұрғылау қондырғысының басына түсіруші аспаптардың дұрыс жұмыс жасайтындары ғана алып келінуі тиіс.
Тізбектің төменгі бөлігін ережеге сай алдын-ала тізбек тиянағымен, кері қақпамен, “стоп” тірек сақинасымен жабдықтайды. Егер қолданылатын клапан оның жұмысын атқара алмаса.
Сапалы цементтеу үшін тізбекті центраторлармен, қыздырғыштармен және турбулизаторлармен жабдықтау қажет.
Тізбекті түсіру кезінде қай құбырда қандай технологиялық жабдық орнатылғанын есептеуші құжатқа жазып алу керек.
Шегендеуші құбырларды ротор үстінде бұранда арқылы жалғайды да пісіру арқылы дәнекерлейді. Бұранданы бұзылудан сақтандырғыш сақинасын жалғау алдында бұрап алып тастайды. Құбырдың бұрандалық шеттерін машиналық немесе қол кілттерімен жалғайды да бастапқы бес-алты құбырды, ағытылып қалмауы үшін айналдыра пісіріп дәнекерлейді.
Әрбір түсіруге дайындалғын құбырды қайта өлшеп, үлгілемемен (шаблондайды) тексеруден өткізеді. Содан соң құбырдың ниппелдік шетінде бұралған сақтандырғыш сақинасымен ұңғымаға алып келінеді. Сақтандырғыш сақина алғаннан соң құбыр бұрандаларын көзбен тексереміз. Егерде аздаған жапырылу болса, онда оны үшбұрышты егеумен егеп бастапқы қалпына келтіреміз. Содан соң егелген үгінділерді алып тастаймыз да, бұранданы оның саңлаусыздығын арттыратын және бұралу жеңілдететін арнаулы майлағышпен майлаймыз.
Ұзартушы құбырдың бұранда бөлегі муфтаға бір қалыпта енгізіледі де, ілулі тұрған оны центрлейді. Ол үшін арнаулы ұстағыштармен төменнен басқарылатын пневмо-берілістер қолданылады.
Ұзартушы құбырды ұшымен муфтаға кіргізгеннен соң сол ілулі қалпында айналдырып алып, содан соң жаймен айналдыра отырып толық бұралып болғанша төмен түсіру керек.
Құбырдың бұрандалы қосылысын, монтомердің айналдыру моменті арқылы бақыланатын машиналық кілтпен қатайту қажет.
Айналдыру моментінің өлшемі құбырдың қабырғасының қалыңдығына, бұралушы шегендеу құбырының беріктігіне, бұрандасының түріне және де қоршаған ортаның температурасына байланысты болады.
Шегендеуші құбырларды түсіру кезінде, бекіту кезіндегі ілмекке түсетін максималды салмақтан асатын салмаққа есептеген сынаны ұстағыштар мен спайдер-элеваторлар қолданылуы керек.
Шегендеуші құбырлар тізбегін түсіру кезінде бұрғылау ертіндісін ұңғымадан ығыстырылып шығуын қадағалап отыру қажет. Егер жұтылу немесе тізбек сыртындағы бұрғылау ертіндісінің деңгейі төмендеген жағдайда, оны қалпына келтіргенше бұрғылау ертіндісімен толтыру керек.
Шегендеуші тізбекті ұңғыма түбіне тіреп, ілусіз қалдыруға мүлдем болмайды. Шегендеуші құбырлар тізбегін түсіріп болғаннан соң бұрғылау ертіндісінің көрсеткіштерін берілген қалыпқа келгенше жуу керек. Содан соң түсірілген шегендеуші құбырлар тізбегінің ақырғы ұзындығын анықтап, оны цементтеуге дайындайды.
Мүмкін болғанша шегендеуші тізбек ілулі қалпында тұрып және цементтеу кезінде әрлі-берлі қозғалтуға келетін жағдайда болғаны дұрыс.