

Линейные размерные цепи

Замыкающим звеном для них являются: зазор, несовпадение осей и другие.
Все остальные звенья могут быть увеличивающими или уменьшающими. Увеличивающее звено – это звено при увеличении которого увеличивается замыкающее звено. Уменьшающее звено – звено при увеличении которого уменьшается замыкающее звено.
Основным свойством размерной цепи являются замкнутость и взаимосвязанность.
Цепь
является замкнутой, если обход её в
каком-либо направлении от
![]() -ого
звена приведёт к нему же.
-ого
звена приведёт к нему же.
Взаимосвязанность – изменение величины одного звена приводит к изменению положения других звеньев, в том числе и замыкающего.
![]() ,
где
,
где![]() – номинальный размер замыкающего звена,
– номинальный размер замыкающего звена,![]() – номиналы увеличивающих размеров
размерной цепочки,
– номиналы увеличивающих размеров
размерной цепочки,![]() – номиналы уменьшающих размеров
размерной цепочки.
– номиналы уменьшающих размеров
размерной цепочки.
![]() ,
где
,
где![]() – допуск замыкающего звена,
– допуск замыкающего звена,![]() – общее число звеньев.
– общее число звеньев.
При расчёте размерной цепи могут решаться как прямые, так и обратные задачи.
Прямая задача: исходя из требований к замыкающему звену определяют номинальные значения и допуска (верхний и нижний) звеньев составляющих размерную цепь. Обратная задача: исходя из номинальных значений и допусков (верхнего и нижнего) звеньев составляющих размерную цепь, определяют параметры замыкающего звена (его размер и допуска).
Расчёты проводят с использованием метода max/minили вероятностного метода.
Метод max/minиспользуют, когда диапазон размеров и допуск замыкающего звена при самом неблагоприятном сочетании (если число звеньев больше или равно 4, то такое сочетание становится маловероятным) не становятся меньше 0. При проведении расчёта колебания замыкающего звена получаются завышенными, а расчётные допуски на звенья чрезвычайно точными.
Основная
система уравнений метода max/min: ,
,![]() .
.
Этот метод расчёта позволяет обеспечить полную взаимозаменяемость, но он экономически целесообразен только для цепей с малым числом звеньев, или малой точности.
Вероятностный метод учитывает рассеяние размеров и вероятность различных сочетаний отклонений звеньев составляющих размерную цепь. Основывается он на проведении сложения случайных, взаимозависимых величин. Вероятностный метод расчёта применяется, когда оправдан риск возможности выхода за предел поля допуска замыкающего звена.
Плоскостные и пространственные размерные цепи решаются теми же методами (путём проецирования размеров на направления, совпадающие с направлением замыкающего звена, например, пространственная размерная цепь проецируется на 2…3 перпендикулярных оси, а проекция включается в качестве звена линейной размерной цепи).
Точность геометрических параметров определяют в соответствии с ГОСТ 25346‑82 характеризуется квалитетами УТ01 (1…16), где 5…7 – финишная обработка, 8…10 – получистовая обработка, 11…13 – первичная обработка. Точность формы задаётся ГОСТ 24.642‑81, он же регламентирует точность расположения поверхностей. Шероховатость (качество) поверхности наряду с точными размерами характеризует качество обработки поверхности (состояние поверхностного слоя в результате воздействия технологического инструмента или средства).
Качество поверхности характеризуется геометрическими и физическими параметрами.
Геометрические параметры качества поверхности: волнистость, макронеровность, шероховатость (микронеровность).
Волнистость – совокупность периодически чередующихся неровностей с относительно большим шагом.
 ,
где
,
где – размер шага;
– размер шага; – высота неровностей;
– высота неровностей;Макронеровность –
 ;
;Шероховатость –
 .
.
На шероховатость поверхности влияют: геометрия и состояние режущего инструмента или поверхность рабочей формы, режимы обработки, свойства обрабатываемого материала, вид смазки, охлаждающая жидкость или другие технологические средства.
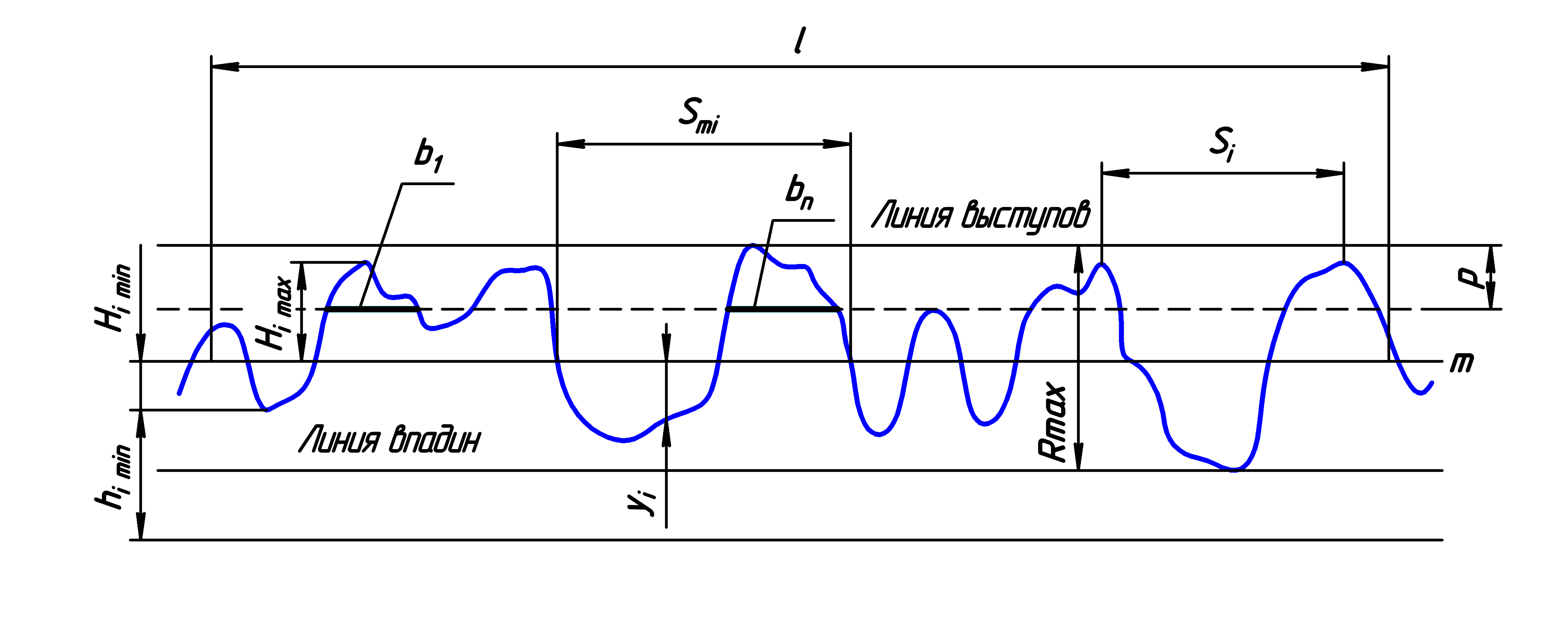
![]() (Средняя линяя профиля) – базовая линия
делящая профиль так, что в пределе длины
(Средняя линяя профиля) – базовая линия
делящая профиль так, что в пределе длины![]() сумма квадратов расстояний
сумма квадратов расстояний![]() от точки профиля до этой линии –
минимальна.
от точки профиля до этой линии –
минимальна.![]() – базовая длина, то есть длина участка
поверхности выбираемого для измерения
неровностей.
– базовая длина, то есть длина участка
поверхности выбираемого для измерения
неровностей.
Шероховатость качественно оценивают:
Среднеарифметическое отклонение профиля:
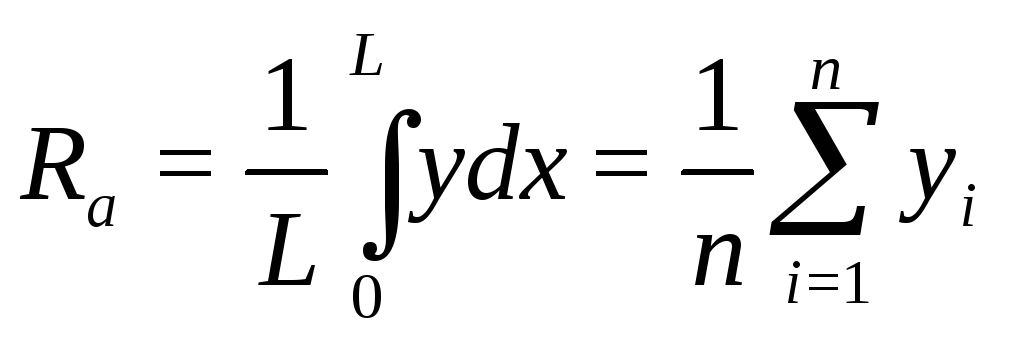 ;
;Высота неровности профиля по 10 точкам:
 ;
;Средний шаг неровности:
 ;
; – максимальная высота неровностей
профиля, расстояния между линиями
выступов и впадин.
– максимальная высота неровностей
профиля, расстояния между линиями
выступов и впадин.Средний шаг неровности по вершине
 ;
;Направление неровности.
![]() указывается без символа, а
указывается без символа, а![]() – с символом.
– с символом.
![]()
Шероховатость является состоянием поверхностного слоя, а в этом слое возможны зоны: с бόльшими искажениями кристаллической решётки и повышенной твёрдостью; снижение твёрдости вытягивание зёрен и наложением одних зёрен на другие.
Определения качества поверхностного слоя проводят через измерение микротрещин и толщины наклёпа (нарушения) слоя. При необходимости определяют припуск, тот слой материала, который необходимо удалить, для достижения заданных свойств обрабатываемой поверхности, но не всегда полезно снимать верхний слой.