

Расчёт усилия вытяжки
Есть два метода расчёта: теоретический и практический.
Теоретический метод основан на захвате пластин деформируемого тела и определении действующего напряжения в каждый момент времени процесса вытяжки.
Практический
метод исходит из того, что напряжение
![]() в опасном месте деформации должно быть
меньше разрушающего усилия.
в опасном месте деформации должно быть
меньше разрушающего усилия.
![]() ,
где
,
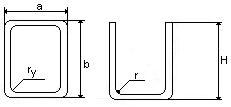
где![]() – периметр сечения тела вытяжки;
– периметр сечения тела вытяжки;![]() – толщина детали;
– толщина детали;![]() – коэффициент запаса, зависящий от
количества вытяжек;
– коэффициент запаса, зависящий от
количества вытяжек;![]() – временное сопротивление на разрыв
(предел прочности на растяжение).
– временное сопротивление на разрыв
(предел прочности на растяжение).
Суммарное
усилие вытяжки в прессе с прижимами:
![]() ,
усилие прижима рассчитывается по формуле
,
усилие прижима рассчитывается по формуле![]() ,
где
,
где![]() – площадь под прижимом при одной вытяжке,
– площадь под прижимом при одной вытяжке,![]() – давление прижима (зависит от материала);
– давление прижима (зависит от материала);![]() ,
где
,
где![]() – диаметр заготовки;
– диаметр заготовки;![]() – диаметр матрицы;
– диаметр матрицы;![]() – радиус изгиба матрицы (смотри пример,
– радиус изгиба матрицы (смотри пример,![]() в рисунке «длина развёртки»).
в рисунке «длина развёртки»).
Зная величину усилия вытяжки, можно подобрать пресс. При этом считают, что наибольшее усилие вытяжки должно составлять:
Для глубокой вытяжки:
 ;
;Для неглубокой вытяжки:
 .
.
Расчёт размера заготовки для вытяжки с утонением
В матрицу закладываем заготовку в виде колпачка;
Пуансон заходит в колпачок с небольшим зазором и проталкивает его через одну или несколько расположенных одна под другой матриц.
Поскольку диаметр рабочей части матрицы меньше наружного диаметра заготовки, а зазор между матрицей и пуансоном меньше толщины стенки, то при вытяжке уменьшается и толщина, и диаметр заготовки.
При
соотношениях
![]() ;
;![]() заготовка считается круглой и диаметр
рабочей части матрицы составляет:
заготовка считается круглой и диаметр
рабочей части матрицы составляет:![]() .
.
При
соотношениях
![]() ;
;![]() заготовка считается эллипсом и диаметр
рабочей части матрицы:
заготовка считается эллипсом и диаметр
рабочей части матрицы:![]() .
.
Первая
вытяжка происходит без утонения.
Проверить возможность проведения
вытяжки можно, вычислив
![]() и
и![]() – и сравнив их с допустимыми значениями,
указанными в справочниках.
– и сравнив их с допустимыми значениями,
указанными в справочниках.
Обратная вытяжка – применяется для получения средней по размеру цилиндрической детали с двойной стенкой. Для объединения двух операций вытяжки в одну (вторая вытяжка идёт в направлении обратном первой вытяжки и сопровождается выворачиванием заготовки).
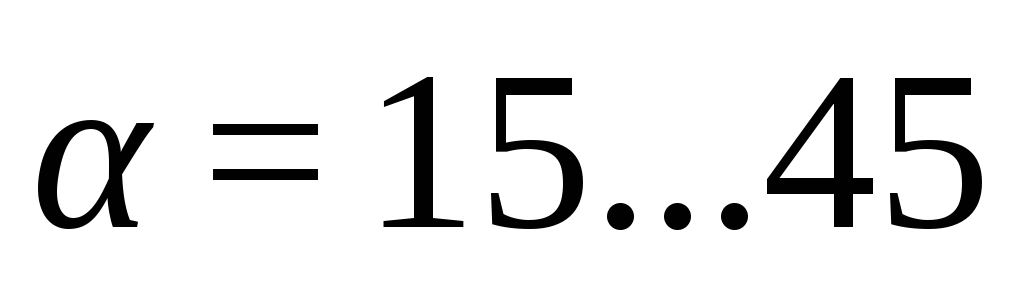
Вытяжка конических деталей
Число вытяжек зависит от формы конической детали, то есть от соотношения её параметров.
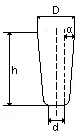
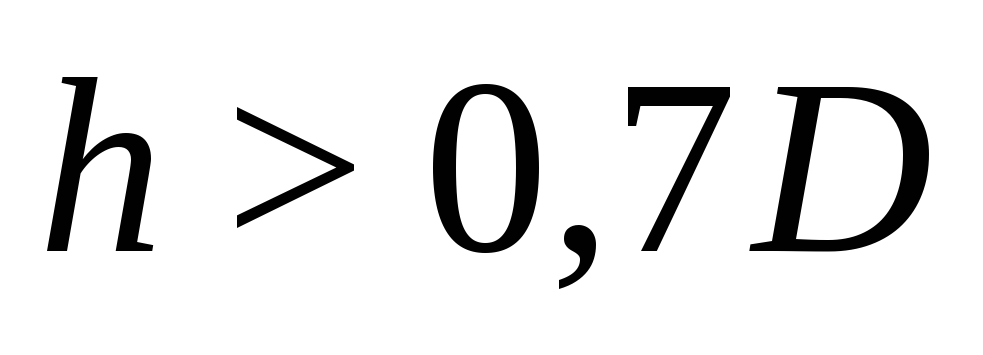
Если
 ,
, °
– то формоизменение можно провести за
одну вытяжку;
°
– то формоизменение можно провести за
одну вытяжку;Если
 ,
, °
– необходимо 2 операции вытяжки;
°
– необходимо 2 операции вытяжки;
Первая вытяжка служит для получения простой округлой поверхности с площадью равной площади готовой детали. Вторая вытяжка доделывает форму детали, а также является операцией калибровки.
Если
 ,
, °
– число вытяжек определяется опытом
(от 3 и больше). В этом случае существует
два способа вытяжки:
°
– число вытяжек определяется опытом
(от 3 и больше). В этом случае существует
два способа вытяжки:Последовательных цилиндров;
Параллельных конусов.
Вытяжка взрывом
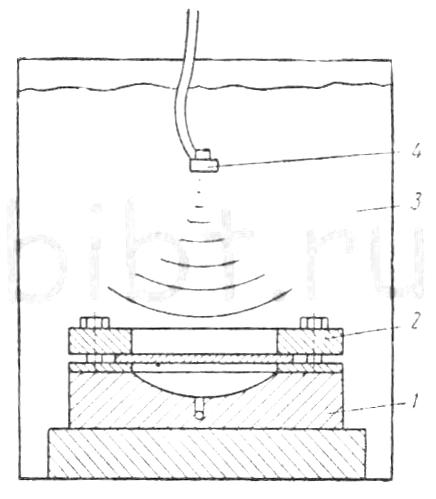
1 – матрица; 2 – прижим; 3 – жидкость; 4 – источник ударной волны.
Холодное выдавливание
Один из самых прогрессивных методов получения полых тонкостенных деталей и деталей малого поперечного сечения из толстых заготовок, путём истечения материала в зазор между матрицей и пуансоном. Существуют три способа холодного выдавливания:
Прямой (направление течения материала совпадает с движением пуансона);
Обратный (направление течения материала противоположно движению пуансона);
Комбинированный (материал течёт одновременно в двух направлениях);
При
прямом для определения силы выдавливания
используют формулу:
![]() ,
при обратном –
,
при обратном –![]() .
На практике давление пресса прикидывают
по упрощённым формулам:
.
На практике давление пресса прикидывают
по упрощённым формулам:![]() ,
,![]() .
В этих формулах:
.
В этих формулах:![]() – площади поперечного сечения заготовки
и изделия;
– площади поперечного сечения заготовки
и изделия;![]() – опытные коэффициенты;
– опытные коэффициенты;![]() – площадь поперечного сечения пуансона;
– площадь поперечного сечения пуансона;![]() – коэффициент, зависящий от марки
материала;
– коэффициент, зависящий от марки
материала;![]() – расчётное значение давления.
– расчётное значение давления.
![]() ,
здесь
,
здесь![]() – рабочий ход пуансона;
– рабочий ход пуансона;![]() – работа необходимая для получения
полой цилиндрической детали в качестве
заготовки, для которой использовался
круг или шестигранник. В других случаях
получаемая деталь соответствует профилю
заготовки.
– работа необходимая для получения
полой цилиндрической детали в качестве
заготовки, для которой использовался
круг или шестигранник. В других случаях
получаемая деталь соответствует профилю
заготовки.
Процесс холодного выдавливания идёт с большими деформациями и перемещениями заготовки. Процесс высокопроизводительный, но позволяет обрабатывать только сверхпластичные материалы.