

Надрезка
Надрезка – это отделение части материала по незамкнутому контуру без её удаления. Она осуществляется пуансоном из эластичной среды с косо расположенными режущими плоскостями и металлической матрицы.
Обрезка
Обрезка применяется для удаления неровных краёв у полых деталей после вытяжки, выдавливания, объёмной штамповки и других операций. Проводят её в штампах или на специальных станках с дисковыми ножницами, припуск на деталь определяется по таблице.
Зачистка
Зачистка наружной поверхности заключается в том, что заготовка с наружными размерами большими, чем размеры матрицы, под действием пуансона вдавливается в матрицу. При зачистке внутренней поверхности матрица служит лишь для поддержания заготовки (зазор составляет 0,015…0,025 мм).
Формоизменяющие операции
Гибка

Гибка листового материала осуществляется в результате упругопластичной деформации протекающей по разному с каждой из сторон. Слои металла внутри изгиба сжимаются, уменьшаясь в размерах. Внешние слои наоборот растягиваются и увеличивают свои размеры. Между этими слоями находится слой, длина которого равна первоначальной длине заготовки.

Длина
развёртки детали при гибке:
![]() .
Усилие гибки:
.
Усилие гибки:![]() ,
где
,
где![]() – суммарная длина линии гиба,
– суммарная длина линии гиба,![]() – коэффициент зависящий от
– коэффициент зависящий от![]() .
.
После снятия сгибаемой детали со штампа она старается вернуться к своей изначальной форме. Распрямление происходит на величину угла пружинения.
В простейшем случае достаточно одной операции. Для деталей сложной формы или при гибке как в продольном, так и в поперечном сечении, гибка реализуется в несколько операций или однопереходной гибкой в сложном штампе.
Во всех случаях выполняются следующие требования:
Перед гибкой необходимо зафиксировать определённый участок заготовки (исключение составляет простая гибка с большими допусками);
Суммарная деформация не должна вызывать значительных утоньшений (иначе искажается форма детали и размера);
Внешняя сила не должна вызывать смещения;
При смыкании штампа должна быть обеспечена правка изогнутых элементов детали.
Вытяжка
Это процесс превращения плоской (полой) заготовки в полую деталь любой формы. Желательно чтобы получаемые детали были как можно более простыми. Очень сильно на вытяжку влияют радиусы закругления, они приведены в справочниках.
Технологические рекомендации по конструированию деталей полученных вытяжкой: при вытягивании полых деталей избегают широких фланцев; угол наклона стенок меньше 3% облегчает удаление детали из штампа.
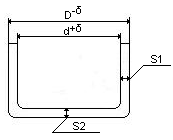
Схема процесса вытяжки

Если
заготовка круглая и
![]() ,
то необходимо использовать прижимы.
,
то необходимо использовать прижимы.
В
идеальном случае
![]() .
.![]() ;
;![]() ,
в данном случае
,
в данном случае![]() ;
;![]() ;
;![]() .
.
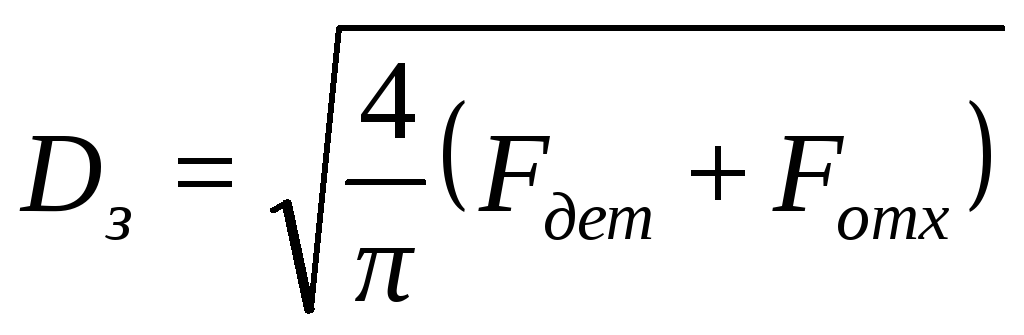
Расчёт на прочность заготовки
![]() .
.

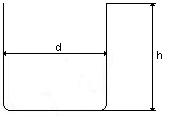
Деталь разбивается на элементарные фигуры;
Из того, что
 .
. .
.
Правило Гюльдена: поверхность тела вращения, описанная кривой произвольной формы, при вращении её вокруг оси лежащей в плоскости этой кривой и пересекающей её равна произведению длины кривой (образующей), на длину окружности описанной центром тяжести кривой.
![]() ,
а следовательно
,
а следовательно![]() ,
тут
,
тут![]() – расстояние от центра тяжести заготовки
до оси вращения;
– расстояние от центра тяжести заготовки
до оси вращения;![]() – длина образующей;
– длина образующей;![]() – рассчитывают по наружным размерам
детали, если толщина детали менее 1 мм,
то его рассчитывают по средней длине
детали.
– рассчитывают по наружным размерам
детали, если толщина детали менее 1 мм,
то его рассчитывают по средней длине
детали.
![]() .
.
Для
любого вида вытяжки расчёт можно вести
из равенства объёмов
![]() .
В среднем объём отходов составляет 5%
от объёма детали. Объём заготовки равен
.
В среднем объём отходов составляет 5%
от объёма детали. Объём заготовки равен![]() ,
следовательно:
,
следовательно:![]() .
.
Если
![]() ,
то изменение формы можно произвести за
одну вытяжку; если же
,
то изменение формы можно произвести за
одну вытяжку; если же![]() ,
то вытяжку необходимо проводить в
несколько этапов.
,
то вытяжку необходимо проводить в
несколько этапов.
Определим
степень деформации заготовки:
![]() – для первой вытяжки;
– для первой вытяжки;![]() – для всех последующих вытяжек.
– для всех последующих вытяжек.![]() обычно лежит в пределах 0,52…0,56, а для
всех последующих деформаций – 0,75…0,8.
обычно лежит в пределах 0,52…0,56, а для
всех последующих деформаций – 0,75…0,8.
Рассчитаем
количество вытяжек:
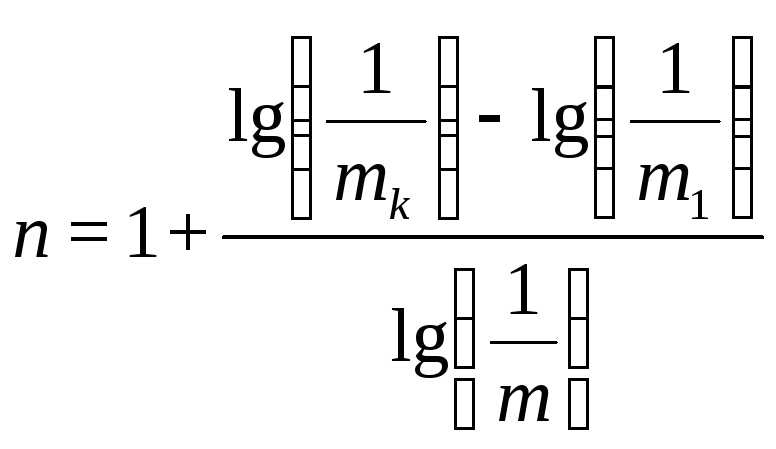 ,
где
,
где![]() – степень деформации второй и далее
вытяжки;
– степень деформации второй и далее
вытяжки;![]() – степень деформации последнего шага;
– степень деформации последнего шага;![]() – степень деформации при первой вытяжке.
Количество вытяжек можно уменьшить,
если применить межоперационных отжиг.
– степень деформации при первой вытяжке.
Количество вытяжек можно уменьшить,
если применить межоперационных отжиг.